Double-flow plate blank automatic water gap replacing control method
A control method and technology of water port change, which is applied in the field of casting molds of metallurgical continuous casting machines, and can solve problems such as broken pouring or even lying slabs, quality decline of slabs, and economic losses of enterprises
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
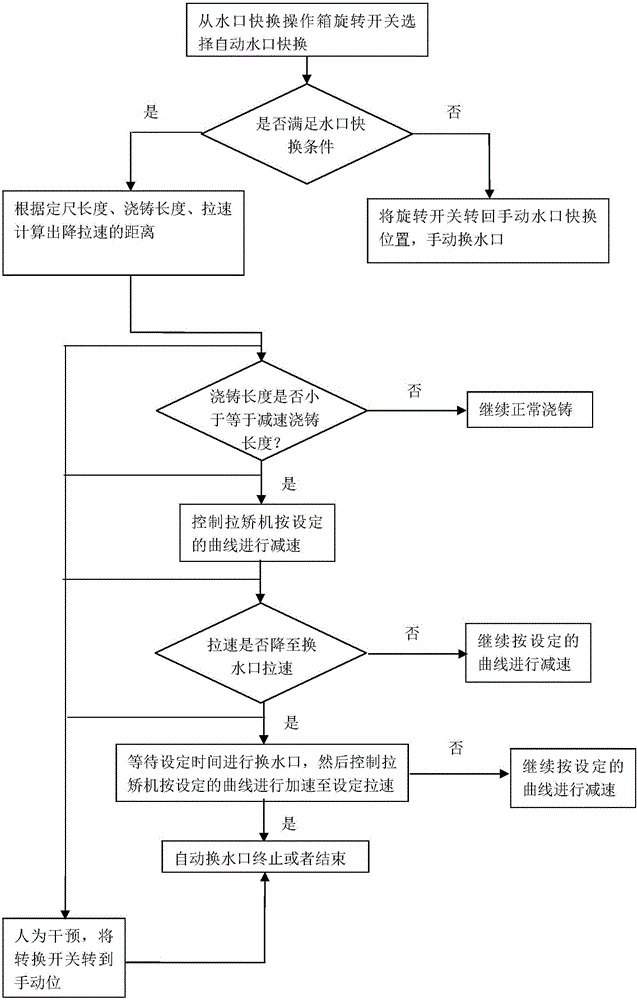
[0028] Step 1. Before changing the nozzle automatically, confirm that the actual casting length is greater than the length from the bottom of the crystallizer to the cutting car, and set the length within the accuracy range (7.5m-11.25m), and turn the rotary switch of the nozzle quick change operation box to manual The water change port is converted into an automatic water change port.
[0029] Step 2. After the automatic water change port is activated, the controller calculates according to the actual casting speed, fixed length, casting length and other parameters through the preset calculation formula to confirm the length of the slab that needs to be continuously cast from the automatic water change port .
[0030] The preset calculation formula is:
[0031]
[0032] L4=L3-(L1+L2)+L3*X
[0033] The distance from the origin position of the L1 cutting car to the billet head;
[0034] L2 Length from the bottom of the crystallizer to the origin of the cutting car;
[00...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com