

Dynamic specification change method for cold-rolled thin strip
A technology of dynamically changing specifications and thin strips, which is applied in the direction of metal rolling, metal rolling, rolling mill control devices, etc., can solve the problems of quantitative control of thickening length, unusable by customers, unavailable for production, etc., to reduce manual intervention and prevent "Heart-Shaped" Volume Defects, Applicable Effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
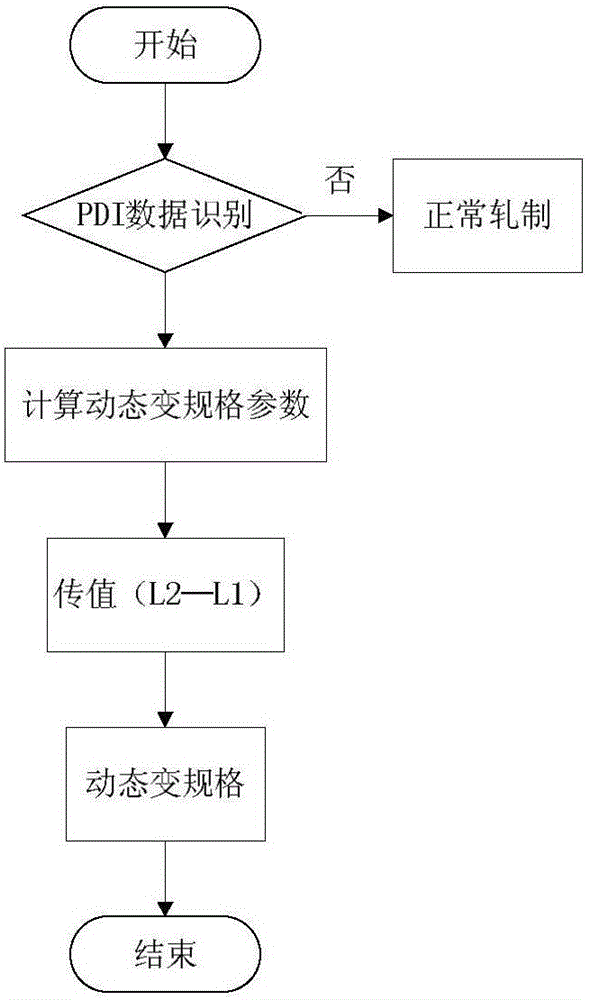
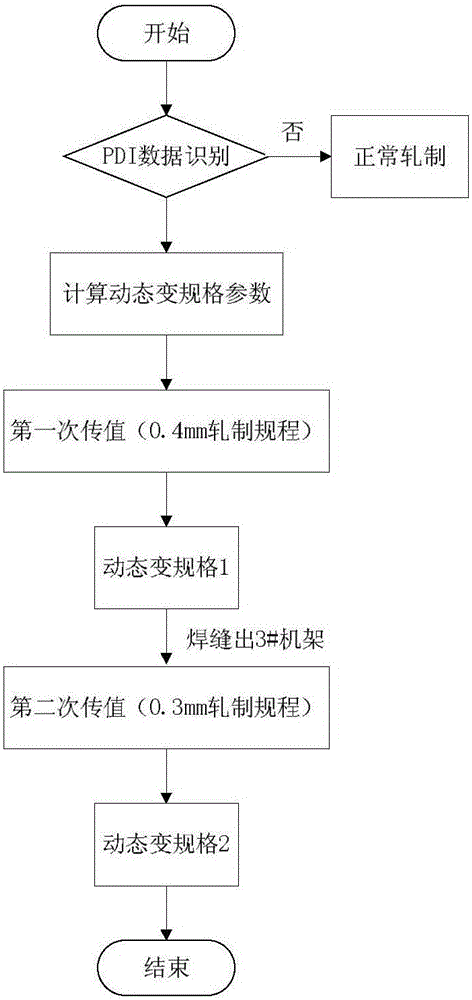
[0033] When producing 0.3mm limit specification products, according to the basic process of conventional rolling dynamic specification change, identify PDI data and judge whether dynamic specification change is required. When the weld seam is 160m away from 1# stand, the second stage calculates the roll according to the rolling specification Seam, speed, tension value and other compensation values and other dynamically variable specification parameters, but the second level does not execute the calculated value to the first level, but when the weld reaches 6#WPD (the last weld detection point), the second level will The first stage downloads the spare rolling schedule with a rolling thickness of 0.4mm and executes the first dynamic specification change. According to the principle of equal flow per second, the actual weld position is tracked. Change the specification parameters and perform a second value transfer, execute the second dynamic specification change, but do not per...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More