Cold forging process for rotor and reverse hole extrusion die
A technology of back-extrusion hole and process, which is applied in the direction of manufacturing tools, metal processing equipment, forging/pressing/hammer devices, etc., can solve the problem of high production cost of the rotor powder metallurgy forming method, and achieve the elimination of the risk of fracture and cracking, internal organization Tight, safety-enhancing effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0024] The present invention will be further elaborated below in conjunction with specific examples. It should be understood that these examples are only used to illustrate the present invention, not to limit the scope of application of the present invention.
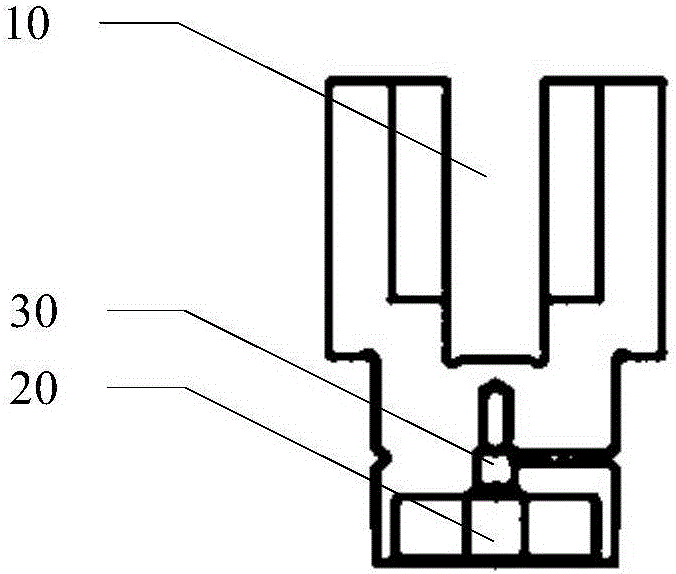
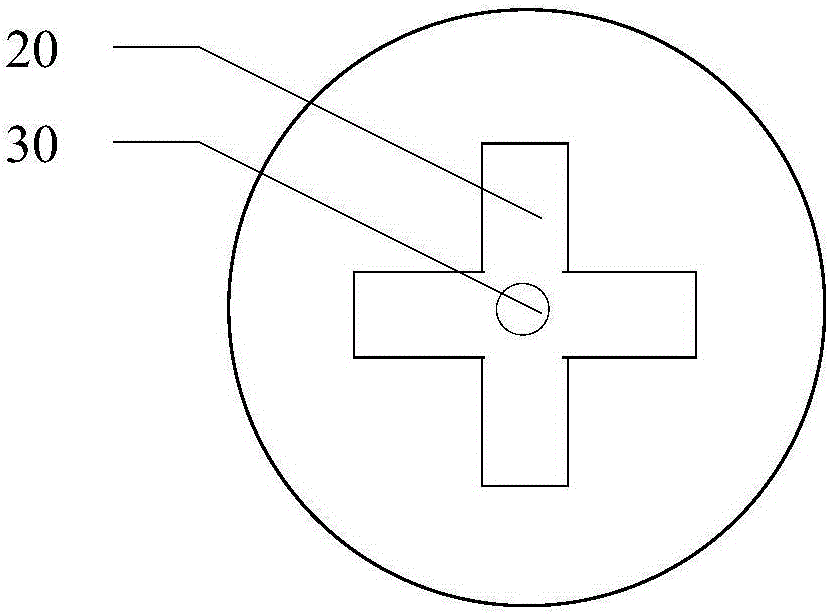
[0025] Please refer to image 3 , the present invention provides a reverse extrusion hole die, comprising an upper die pad 31, an upper die shell 32, an upper die punching pin 33, a lower die 41, a lower die pad 42 and a lower die punching pin 43, the upper die The punching pin 33 is arranged in the upper die shell 32 and fixed on the upper die pad 31, the inner wall of the lower die 41 surrounds and forms a lower die cavity for forming the rotor, and the lower die punching pin 43 Fixed on the lower die pad 42 and located in the lower die cavity, the upper die punching pin 33 is provided with a cross-shaped punch, and the punch and punch needle junction of the upper die punching pin 33 is covered Set gasket (not shown...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com