

Hot-rolling seamless steel pipe producing method of double-mandrel combined rolling mill
A technology of seamless steel pipe and double mandrel, applied in metal rolling and other directions, can solve the problems of low production efficiency, small wall reduction, low yield, etc., to improve production efficiency and quality, low production cost, and production efficiency. high effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
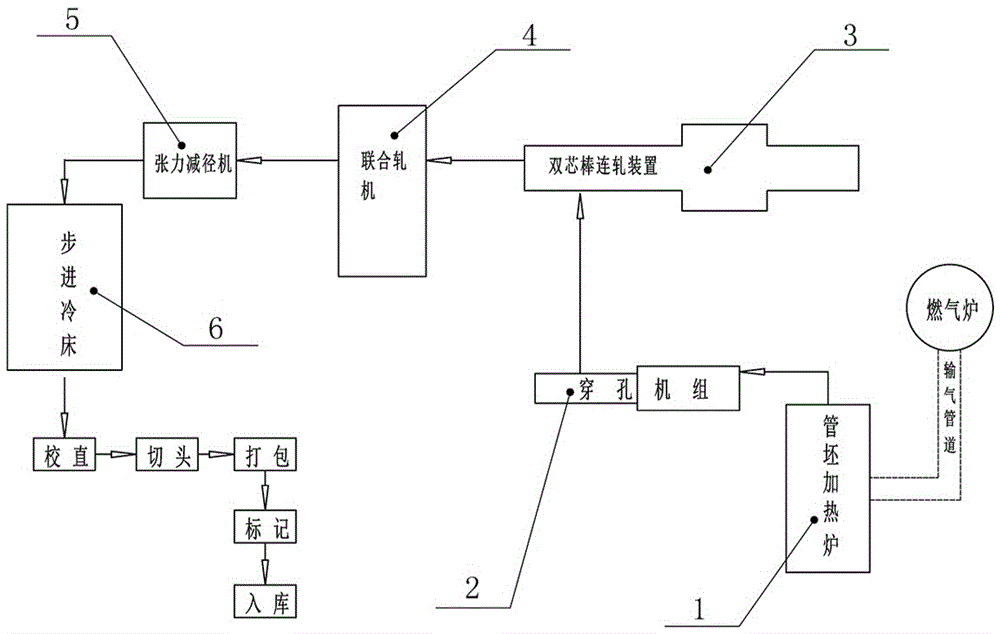
[0032] A method for producing hot-rolled seamless steel pipes in a twin-mandrel combined rolling mill, such as figure 1 , 2 As shown, the specific steps are as follows:
[0033] Step 1) heating, the tube blank is heated in the tube blank heating furnace 1, and the heating temperature is 1150°C;
[0034] Step 2) Piercing, the heated tube blank is pierced by the piercing unit 2 to make a capillary tube;
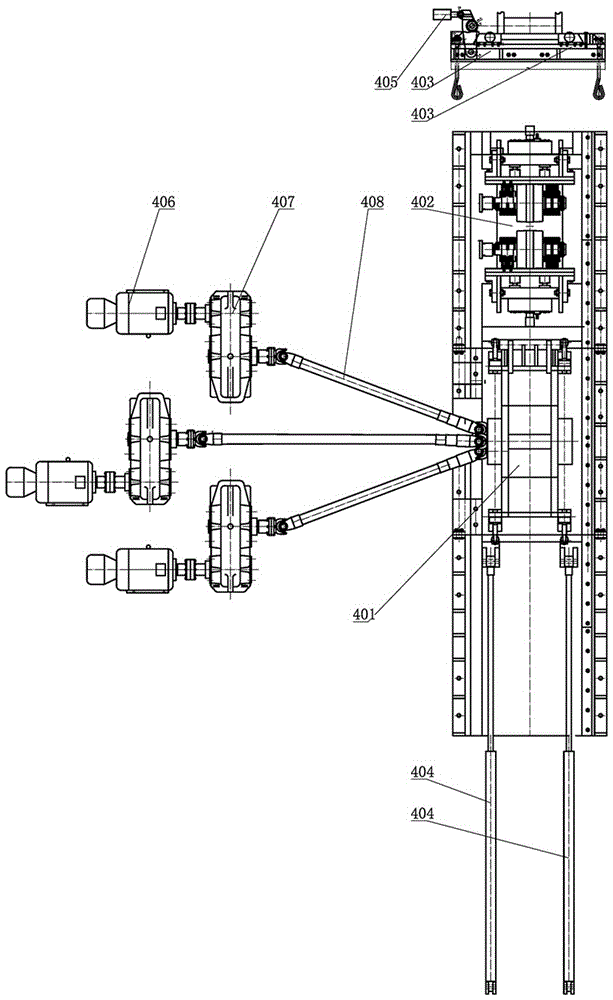
[0035] Step 3) The double-mandrel continuous rolling device 3 pierces the rod, and the perforated capillary is turned into the telescopic feeding platform of the double-mandrel continuous rolling device 3, and the telescopic feeding platform is driven to move by the moving platform back and forth, so that The capillary flows into the rotary feeding mechanism of the twin-mandrel continuous rolling device 3 for pre-piercing the mandrel;
[0036]Step 4) Rolling, the capillary tube with the mandrel is selected into the combined rolling mill 4 by the rotary feeding mechanism of t...
Embodiment 2
[0041] A method for producing hot-rolled seamless steel pipes in a twin-mandrel combined rolling mill, such as figure 1 , 2 As shown, the specific steps are as follows:
[0042] Step 1) heating, the tube blank is heated in the tube blank heating furnace 1, and the heating temperature is 1200°C;
[0043] Step 2) Piercing, the heated tube blank is pierced by the piercing unit 2 to make a capillary tube;
[0044] Step 3) The double-mandrel continuous rolling device 3 pierces the rod, and the perforated capillary is turned into the telescopic feeding platform of the double-mandrel continuous rolling device 3, and the telescopic feeding platform is driven to move by the moving platform back and forth, so that The capillary flows into the rotary feeding mechanism of the twin-mandrel continuous rolling device 3 for pre-piercing the mandrel;
[0045] Step 4) Rolling, the capillary tube with the mandrel is selected into the combined rolling mill 4 by the rotary feeding mechanism of ...
Embodiment 3
[0050] A method for producing hot-rolled seamless steel pipes in a twin-mandrel combined rolling mill, such as figure 1 , 2 As shown, the specific steps are as follows:
[0051] Step 1) heating, the tube blank is heated in the tube blank heating furnace 1, and the heating temperature is 1200°C;
[0052] Step 2) Piercing, the heated tube blank is pierced by the piercing unit 2 to make a capillary tube;
[0053] Step 3) The double-mandrel continuous rolling device 3 pierces the rod, and the perforated capillary is turned into the telescopic feeding platform of the double-mandrel continuous rolling device 3, and the telescopic feeding platform is driven to move by the moving platform back and forth, so that The capillary flows into the rotary feeding mechanism of the twin-mandrel continuous rolling device 3 for pre-piercing the mandrel;
[0054] Step 4) Rolling, the capillary tube with the mandrel is selected into the combined rolling mill 4 by the rotary feeding mechanism of ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More