A kind of preparation method of aluminum foam thin-wall special-shaped parts
A technology for special-shaped parts and foamed aluminum, which is applied in the field of preparation of thin-walled special-shaped parts of foamed aluminum, can solve the problems of hindering the industrialization process of thin-walled special-shaped parts of foamed aluminum, complicated shapes of special-shaped parts, reducing production efficiency, etc., and achieves the utilization of foaming agent. The effect of high rate, short melting time and fast heat absorption
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
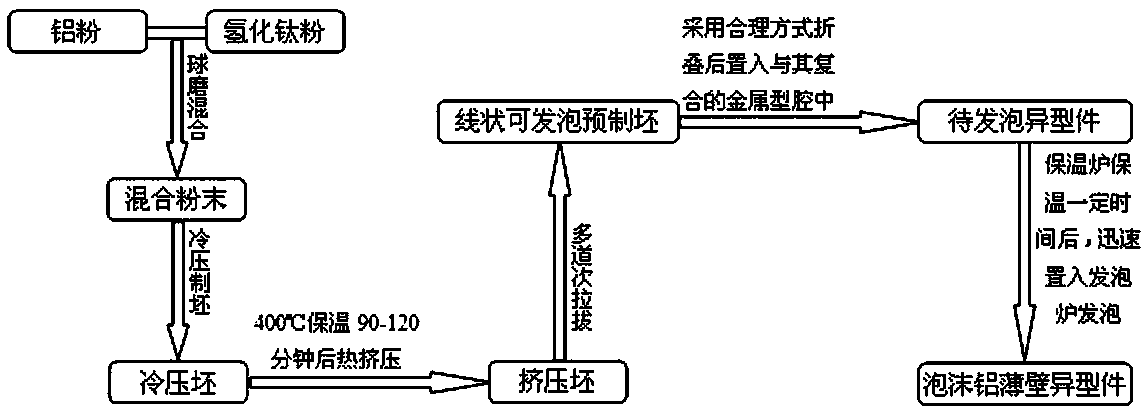
[0028] The present invention is a kind of preparation method of aluminum foam thin-wall special-shaped part, and the method step is as follows:
[0029] (1) Mixing of powder materials: firstly mix the foaming agent TiH 2 The powder is heated and oxidized in air at 480°C for 120 minutes, and then sieved by a vibrating sieve to select TiH with a particle size below 25 μm 2 The granules are used as a foaming agent, which is added to the matrix aluminum powder in a proportion of 0.1-0.2% by mass, and finally the mixed powder is mixed on a ball mill for 120 minutes.
[0030] (2) Preparation of prefabricated body: The prefabricated body is prepared in three steps: the first step is to press the mixed powder into a high-density cold-pressed billet by means of 500MP cold pressing. The second step is to put the cold compact in the holding furnace and heat it at 400°C for 90-120 minutes, and then quickly transfer it to the extrusion die for extrusion. The extrusion ratio of the extrusi...
Embodiment 1
[0037] Preform preparation:
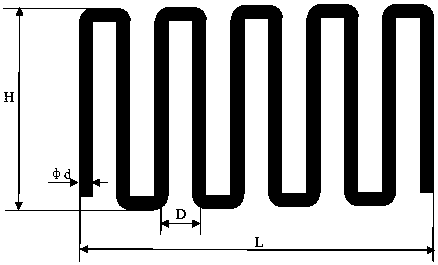
[0038] TiH with a particle size of less than 25 μm after heating and oxidation treatment at 480°C for 120 minutes 2 Powder and aluminum powder were mixed on a drum mixer, and the mixing time was 120 minutes, in which TiH 2 The addition amount is 0.1%, and the balance is aluminum powder. Next, put the uniformly mixed powder into a cylindrical mold, pressurize to 500 MPa, hold the pressure for 10 minutes, and press the mixed powder into a cylindrical cold compact. After demoulding, put the cold compact into a 400°C holding furnace for heat preservation and heating for 120 minutes, and then quickly transfer it to a 30:1 preheated extrusion die for hot extrusion (the preheating of the extrusion die and the indenter The heating temperature is 390°C), and an extruded billet with a diameter of 12mm is prepared. Finally, multi-pass drawing is carried out on the extruded billet. The preform is heated at 400°C for 60 minutes before the first pass and the...
Embodiment 2
[0042] Preform preparation:
[0043] TiH with a particle size of less than 25 μm after heating and oxidation treatment at 480°C for 120 minutes 2 Powder and aluminum powder were mixed on a drum mixer, and the mixing time was 120 minutes, in which TiH 2 The addition amount is 0.2%, and the balance is aluminum powder. Next, put the uniformly mixed powder into a cylindrical mold, pressurize to 500 MPa, hold the pressure for 10 minutes, and press the mixed powder into a cylindrical cold compact. After demoulding, put the cold compact into a 400°C holding furnace for heat preservation and heating for 90 minutes, and then quickly transfer it to a 30:1 preheated extrusion die for hot extrusion (the preheating of the extrusion die and the indenter The heating temperature is 390°C), and an extruded billet with a diameter of 15mm is prepared. Finally, multi-pass drawing is carried out on the extruded billet. The preform is heated at 400°C for 60 minutes before the first pass and the ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com