

Heat treatment method of positive electrode lead band or grid
A heat treatment method and heat treatment process technology, applied in the field of lead-acid batteries, can solve the problems that internal residual stress and internal energy cannot be effectively reduced, do not conform to industrial continuous production, and heat treatment time is short, so as to improve internal residual stress and internal energy, Effect of reducing internal residual stress and increasing internal energy and chemical instability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0021] Use the continuous punching positive grid, enter the heating chamber to start heating up, set the holding temperature to 170°C, and the holding time to 3h;
[0022] Start heating and spray steam for 30 minutes at the same time, when the temperature rises to 90°C, stop spraying steam;
[0023] After the temperature rises to 170°C, keep warm for 3 hours;
[0024] Immediately stop heating after the holding time ends, and at the same time blow air into the heating chamber for forced cooling. After about 30 minutes, the grid will leave the heating chamber;
[0025] Store the grid after cooling down to room temperature until use.
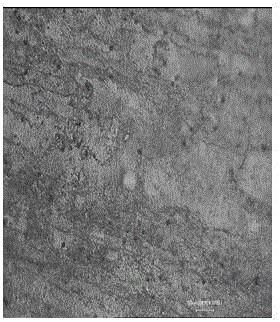
[0026] Example 1 The rolling ratio of the positive electrode grid in the billet rolling process is relatively large (that is, the rolling deformation is relatively large), and the metallographic structure of the alloy is very fine, such as figure 1 shown. After heat treatment using this embodiment, the microstructure is reconstructed, and the gr...
Embodiment 2
[0028] Use cast slabs to roll the positive electrode lead strips, enter the heating chamber that has been heated to 200°C, and hold for 3.5 hours;
[0029] Stop heating immediately after the holding time ends, and spray water into the heating chamber for about 10 minutes at the same time, and keep it under this condition for 30 minutes;
[0030] Blow air into the heating chamber and force cooling. After about 20 minutes, the lead will be taken out of the heating chamber;
[0031] Store the lead strips after cooling down to room temperature for later use.
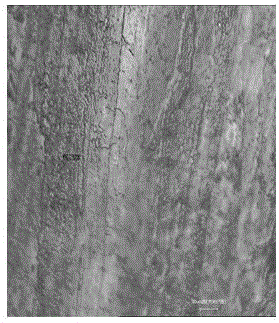
[0032] Example 2 The rolling ratio of the positive electrode lead strip in the billet rolling process is relatively small (that is, the rolling deformation is small), and the metallographic structure of the alloy shows that the grains are elongated by rolling, and the grains are not completely broken, such as image 3 shown. After heat treatment using this embodiment, the grain size is between 100μm-250μm, such as Figure...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Grain size | aaaaa | aaaaa |
| Size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More