

A high-strength resistance welding sleeve and its manufacturing method
A resistance welding and high-strength technology, applied in the field of straight seam electric resistance welded sleeve and its manufacturing, can solve the problems of difficult pipe making, high alloy cost and high strength, and achieve the effect of ensuring consistency, low alloy cost and low performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0034] Below by embodiment the present invention will be further described.
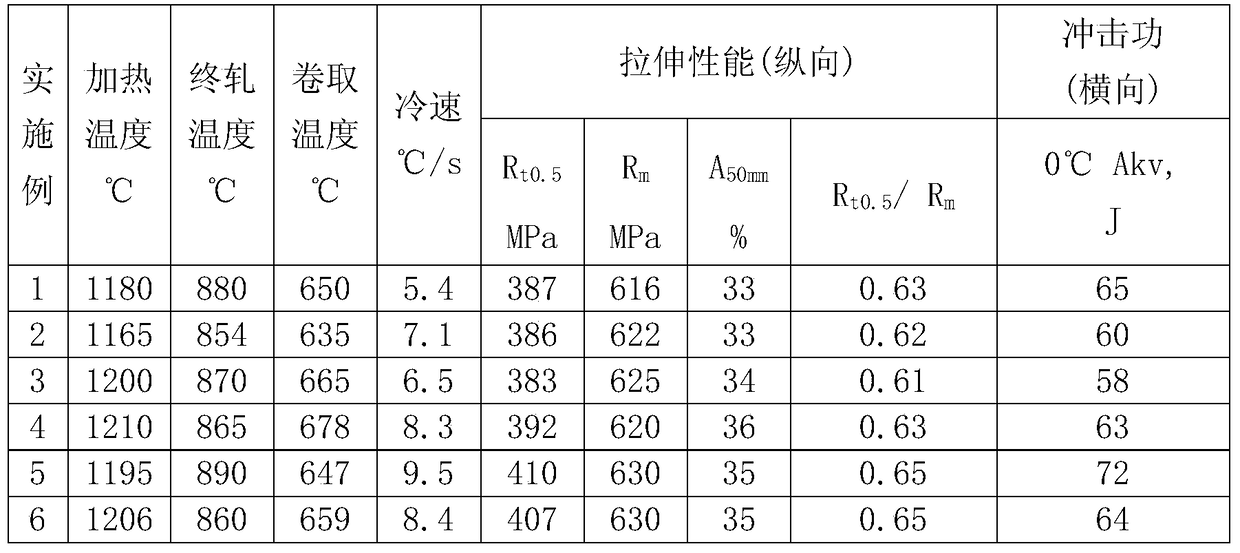
[0035] In the embodiment of the present invention, smelting continuous casting, continuous casting slab reheating, rolling, cooling, coiling, ERW pipe making and whole pipe heat treatment are carried out according to the component distribution ratio of the technical solution. The composition of the steel of the embodiment of the present invention is shown in Table 1. The heating, rolling process and mechanical properties of the steel in the embodiment of the present invention are shown in Table 2. See Table 3 for the hot-rolled microstructure of the steel of the embodiment of the present invention. The steel of the embodiment of the present invention
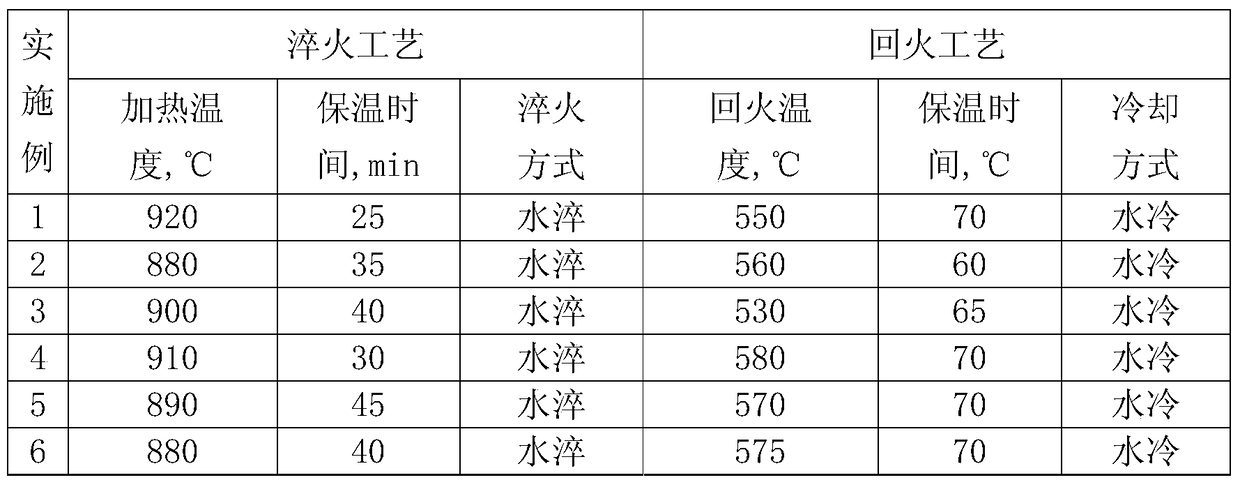
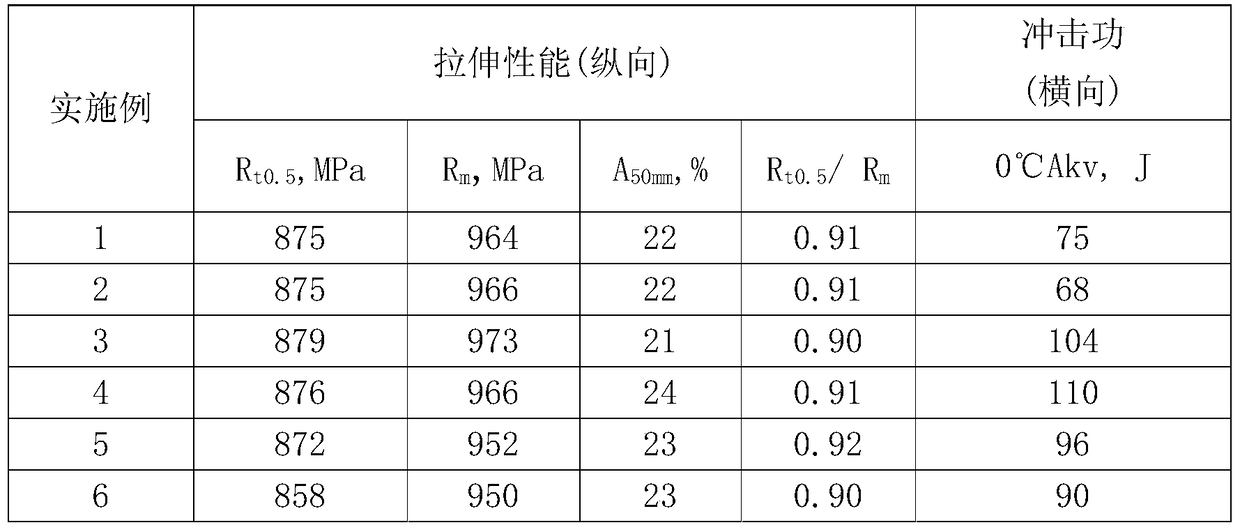
[0036] The heat treatment process is shown in Table 4. The mechanical properties of the quenched and tempered state steel of the embodiment of the present invention are shown in Table 5.
[0037] Table 1 The composition of the steel of the embodime...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More