

A manufacturing method for producing industrial pure titanium plates by secondary annealing in a plate rolling mill
A technology of secondary annealing and industrial pure titanium, applied in metal rolling and other directions, can solve the problems of poor surface quality and performance of titanium plates, low investment and production costs, and achieve the goal of improving performance quality, reducing production costs and saving social investment. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
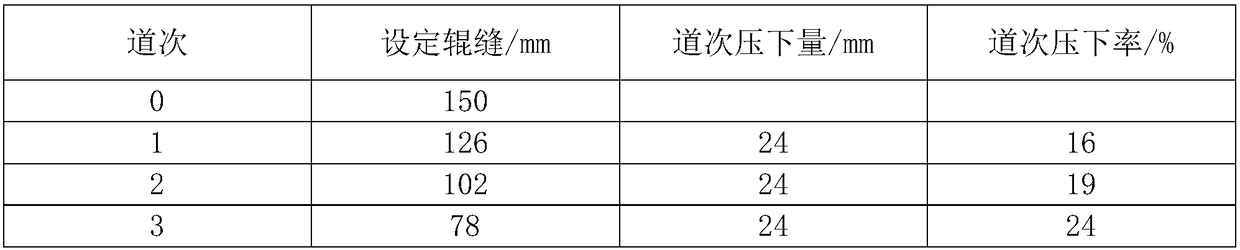
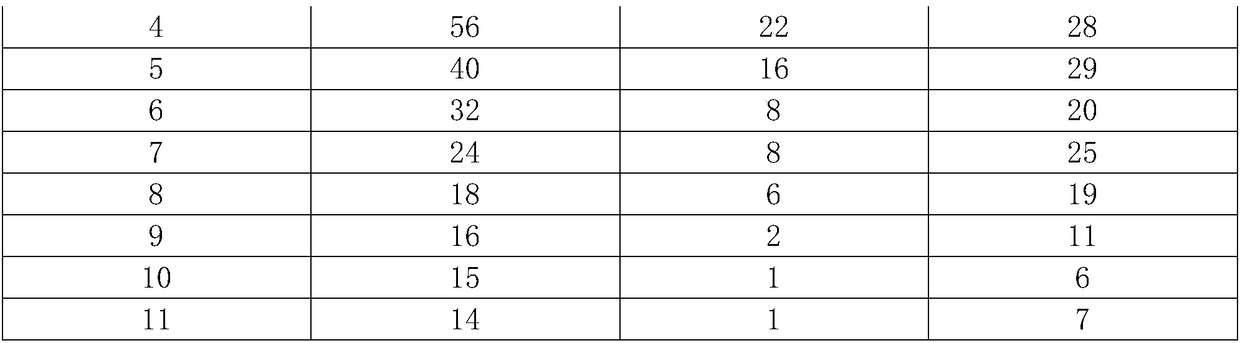
[0025] The invention discloses a manufacturing method for producing industrially pure titanium plates by secondary annealing in a plate rolling mill. The chemical composition and content of the forging billet are: Fe is 0.03wt%, C is 0.013wt%, N is 0.005wt%, H is 0.001wt%, O is 0.07wt%, P is 0.012wt%, S is 0.002wt% %, the rest is Ti and unavoidable impurities. The hot rolling process is as follows: the forged billet with a thickness of 150mm and a width of 1200mm is placed in the preheating section of the heating furnace at 450°C for 55min, the heating section is at 950°C, the heating time is 160min, the temperature in the soaking section is 930°C, and the soaking time is 65min. In the soaking section, the temperature of the lower surface of the billet is controlled to be 10°C higher than the temperature of the upper surface, the temperature of the heating furnace is 925°C, and a 2800mm four-roll reversing rolling mill is used for 11 passes of reciprocating rolling, and the ro...
Embodiment 2
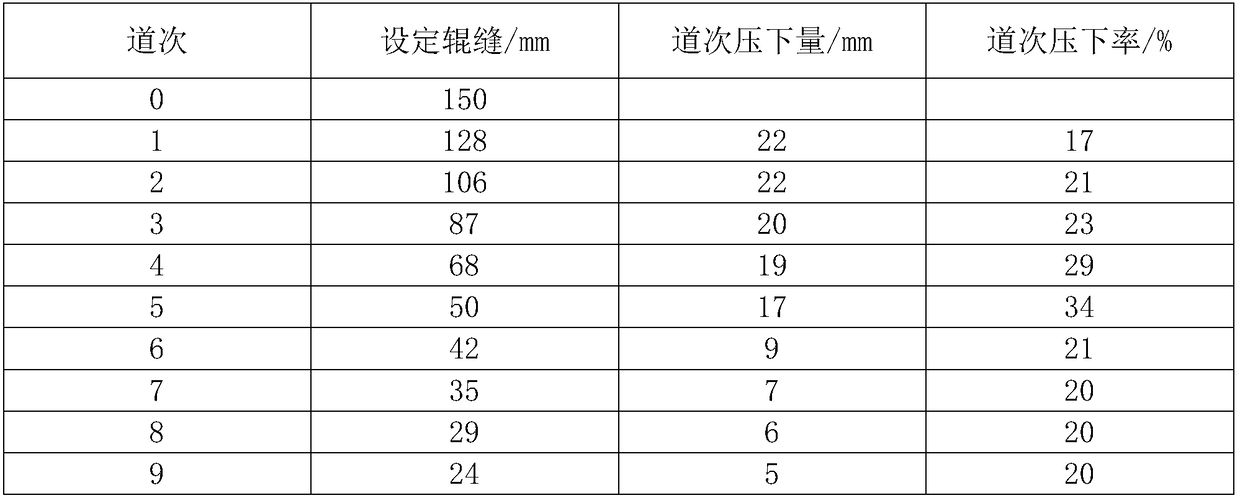
[0031] The invention discloses a manufacturing method for producing industrially pure titanium plates by secondary annealing in a plate rolling mill. The chemical composition and content of the forging billet are: Fe is 0.03wt%, C is 0.013wt%, N is 0.005wt%, H is 0.001wt%, O is 0.07wt%, P is 0.012wt%, S is 0.002wt% %, the rest is Ti and unavoidable impurities. The hot rolling process is as follows: the forged billet with a thickness of 150mm and a width of 1200mm is placed in the preheating section of the heating furnace at 400°C for 60min, the heating section is at 900°C, the heating time is 150min, the temperature in the soaking section is 920°C, and the soaking time is 60min. In the soaking section, the temperature of the lower surface of the billet is controlled to be 10°C higher than the temperature of the upper surface, the temperature of the heating furnace is 910°C, and a 2800mm four-roll reversing rolling mill is used for 13 passes of reciprocating rolling, and the ro...
Embodiment 3
[0037] The invention discloses a manufacturing method for producing industrially pure titanium plates by secondary annealing in a plate rolling mill. The chemical composition and content of the forging billet are: Fe is 0.035wt%, C is 0.017wt%, N is 0.004wt%, H is 0.001wt%, O is 0.018wt%, P is 0.011wt%, S is 0.003wt% %, the rest is Ti and unavoidable impurities. The hot rolling process is as follows: the forged billet with a thickness of 220mm and a width of 1200mm is placed in the preheating section of the heating furnace at 500°C for 40min, the heating section is at 950°C, the heating time is 200min, the temperature in the soaking section is 940°C, and the soaking time is 90min. In the soaking section, the temperature of the lower surface of the billet is controlled to be 10°C higher than the temperature of the upper surface, the temperature of the heating furnace is 940°C, and a 2800mm four-roll reversing rolling mill is used for 13 passes of reciprocating rolling, and the ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More