

Device for removing low-melting-point alloy from inner cavity of blade
A low-melting, in-blade technology, applied in stators, engine components, machines/engines, etc., can solve problems such as residues and residual low-melting points, and achieve the effect of reducing removal time and improving work efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0014] In order to have a clearer understanding of the technical features, purposes and effects of the present invention, the specific implementation manners of the present invention will now be described with reference to the accompanying drawings. Wherein, the same parts adopt the same reference numerals.
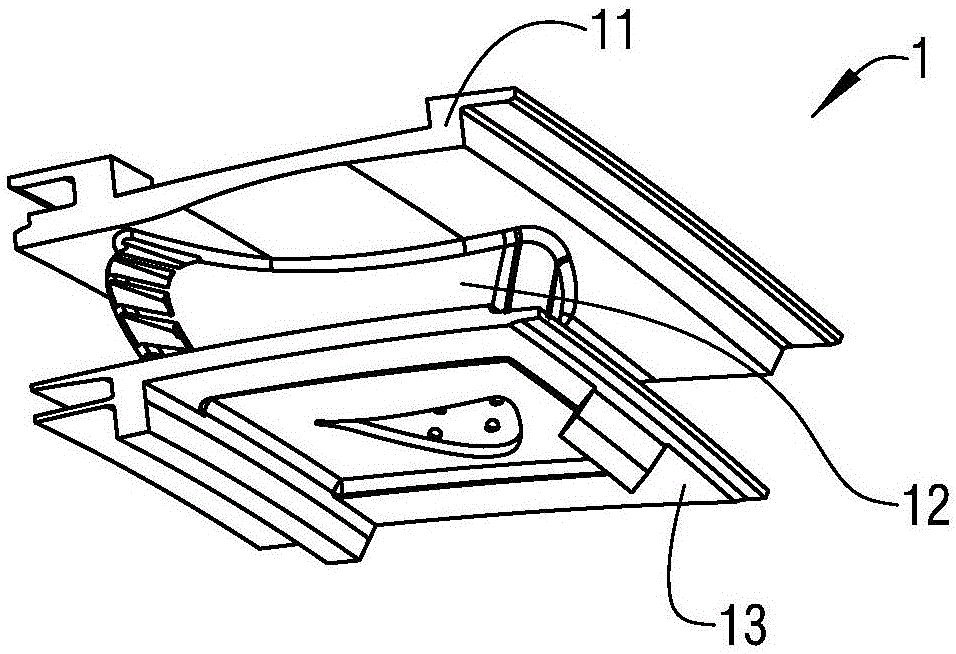
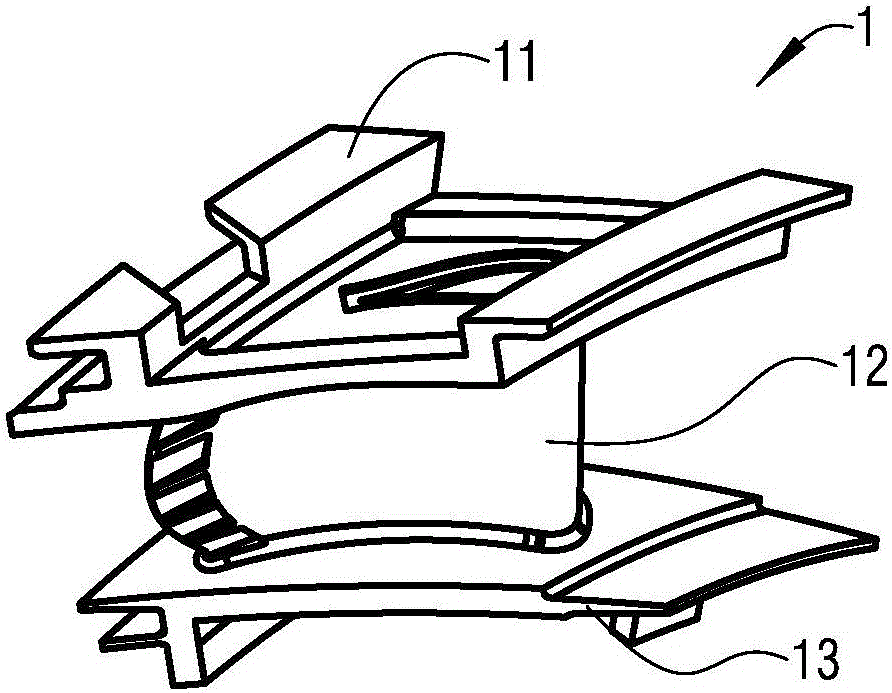
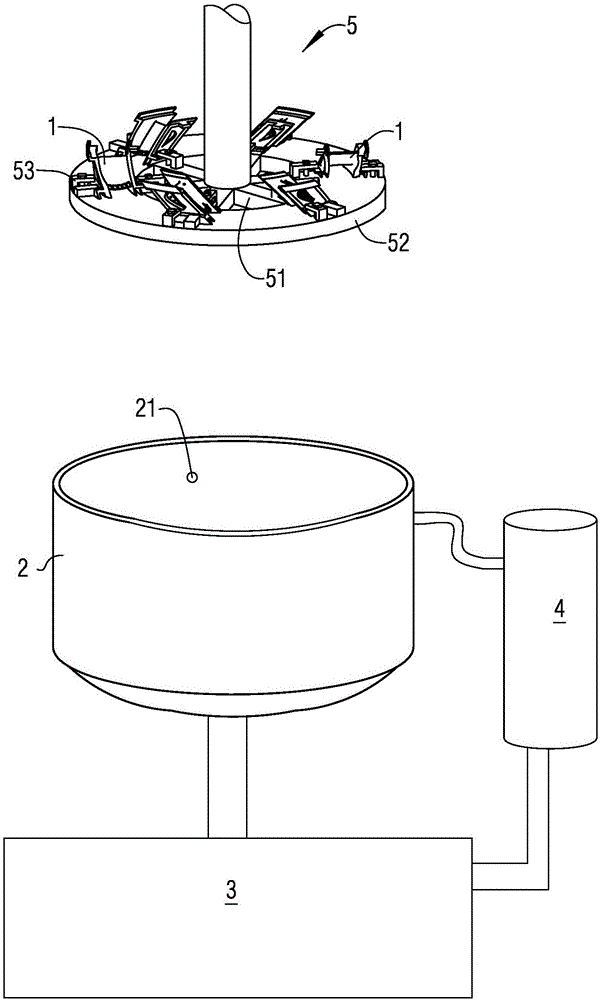
[0015] figure 1 It is a structural schematic diagram of a guide vane of a gas turbine engine; figure 2 for another angle figure 1 Schematic diagram of the structure of the guide vane; image 3 It is a schematic diagram of the structure and principle of a device for removing low-melting-point alloys in the inner cavity of a blade according to a specific embodiment of the present invention. see Figure 1-3 As shown, the present invention provides a device for removing low-melting-point alloys in the inner cavity of a blade. The blade 1 is composed of an outer edge plate 11, a blade body 12, and an inner edge plate 13. The blade body 12 is provided with a trailing edge ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More