

Back burning method for vessel body group vertical-position welding component
A technology of small groups and components, used in metal processing equipment, forming tools, manufacturing tools, etc., can solve problems such as heavy workload, reduce work intensity and improve production efficiency.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0025] The present invention will be further described below in conjunction with accompanying drawing.
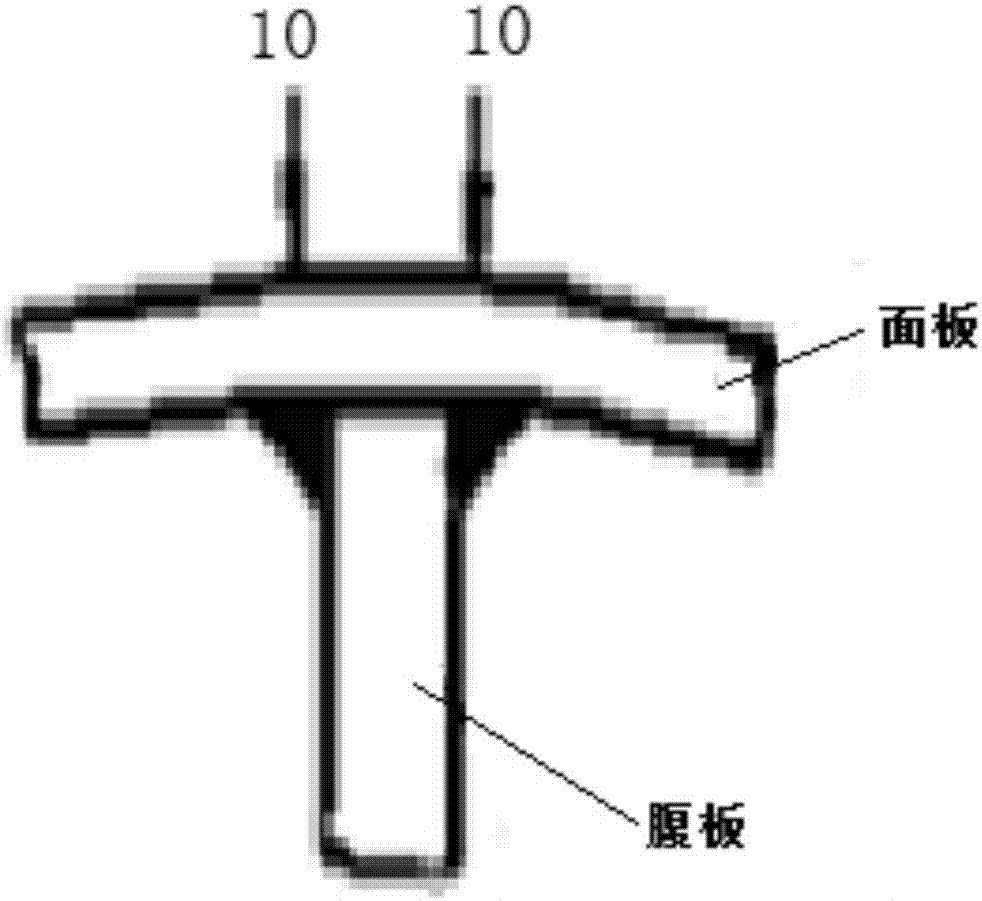
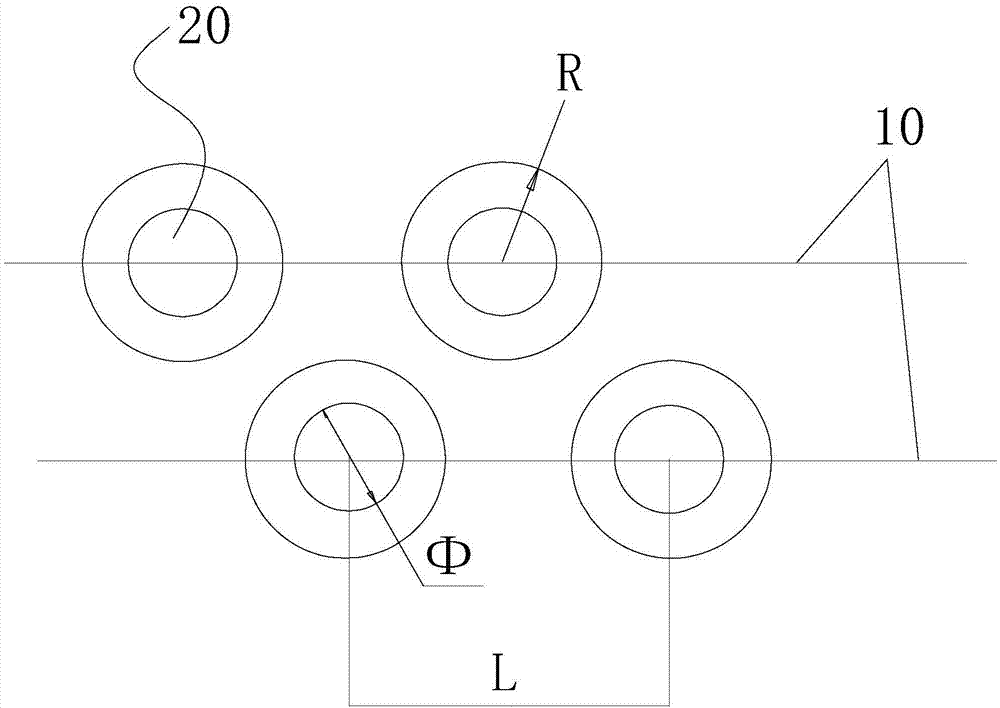
[0026] The backfiring method for the hull sub-structure of the present invention includes the steps of marking the heating position, selecting the flame characteristics, determining the size of the heating point, selecting the heating temperature, and selecting the heating depth and heating speed.
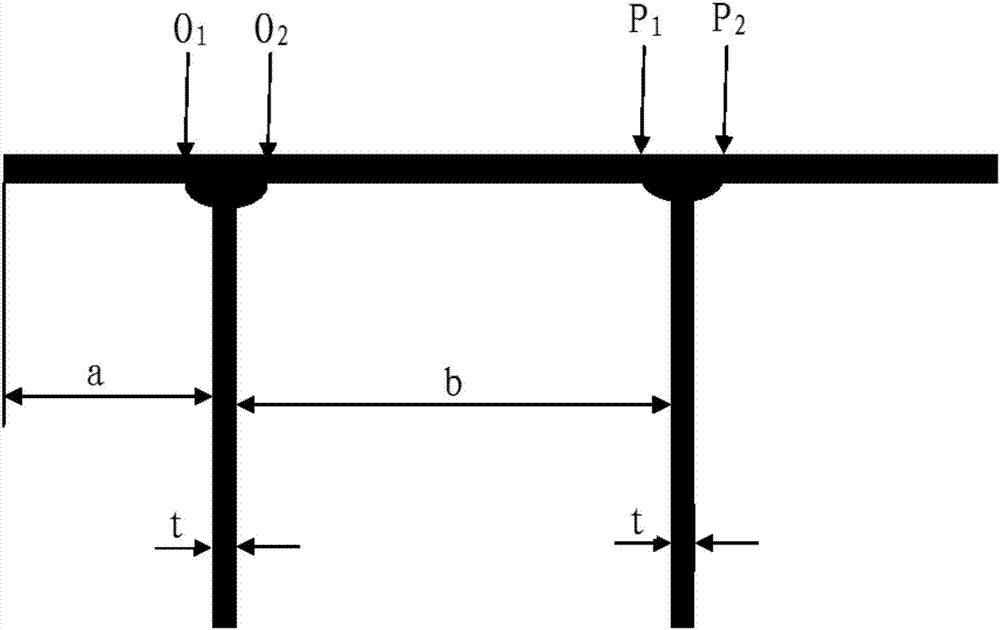
[0027] The process of marking the heating position includes a heating reference line marking step and a heating point marking step carried out in sequence; wherein,
[0028] When marking the heating reference line, adopt the barge point snap line method, the selection of the barge point snap line position is determined by the deformation of the welded member and the size of the welding leg, and the barge point snap line should be outside the weld leg; When marking the reference line, first use the direct rebuttal method to mark the base point of the elastic line at the free port...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More