

Computer model control method for thickness of hot-rolled product
A width and product technology, applied in the field of computer model control of the width of hot rolled products, can solve the problems affecting the width accuracy and fluctuation of the product, and achieve the effects of improving the control accuracy, narrowing the fluctuation range, and reducing the scrap removal rate and cost loss.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0024] Seeing table 1 is the original planning data of this embodiment:
[0025] Table 1: Original plan data implementation example table cold ruler value (unit: mm)
[0026] steel type
Number of rolled coils
Product thickness
Product width
Slab Thickness
Slab width
Slab length
General carbon
200 rolls
3.50
<950
230、170
1050
9640
[0027] 1. Taking the No. 2 roughing mill of Line 1780 of a hot-rolled strip mill as an example, the classification reading of the learning value of roughing width expansion and the storage module file records are compared and explained:
[0028] Table 2: the extensive learning value file content (unit: mm) of classification method of the present invention
[0029]
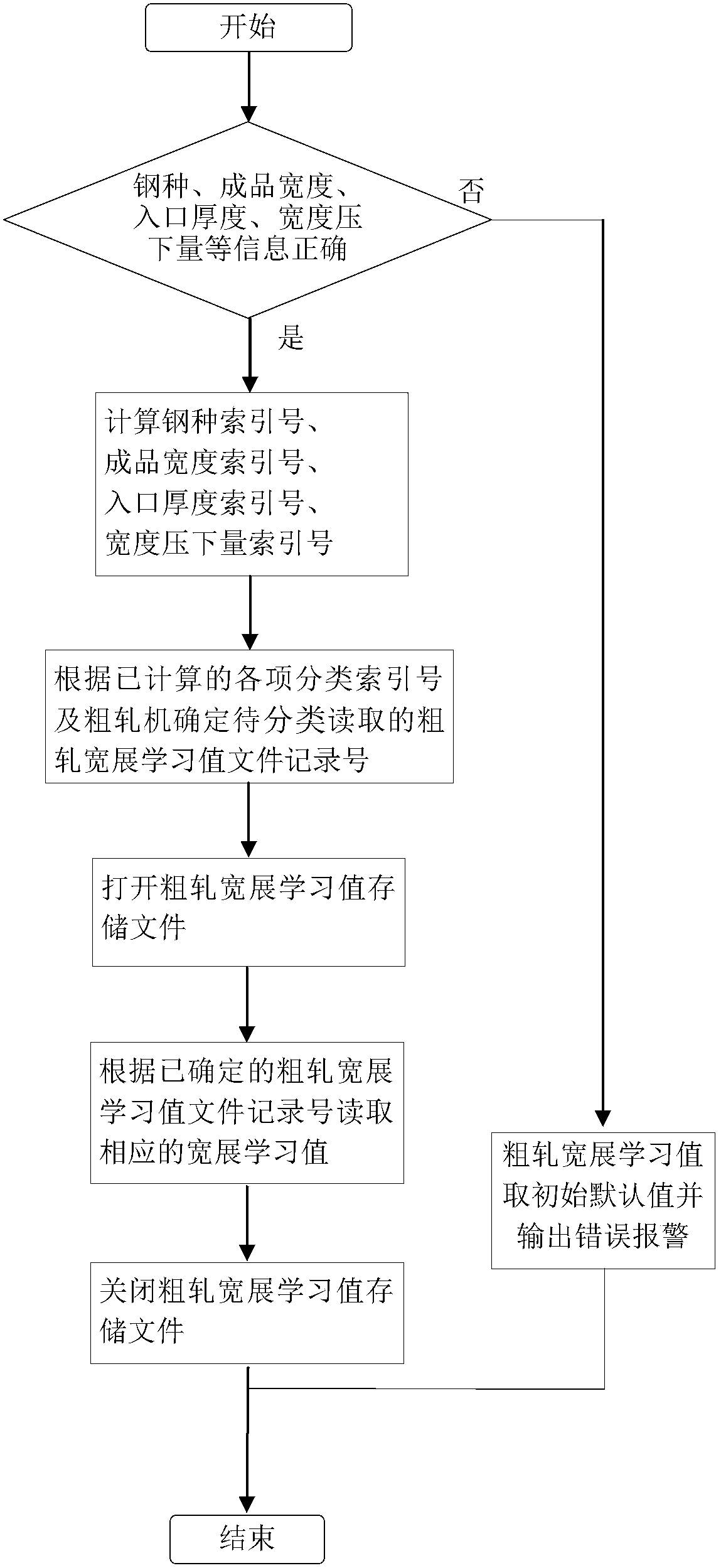
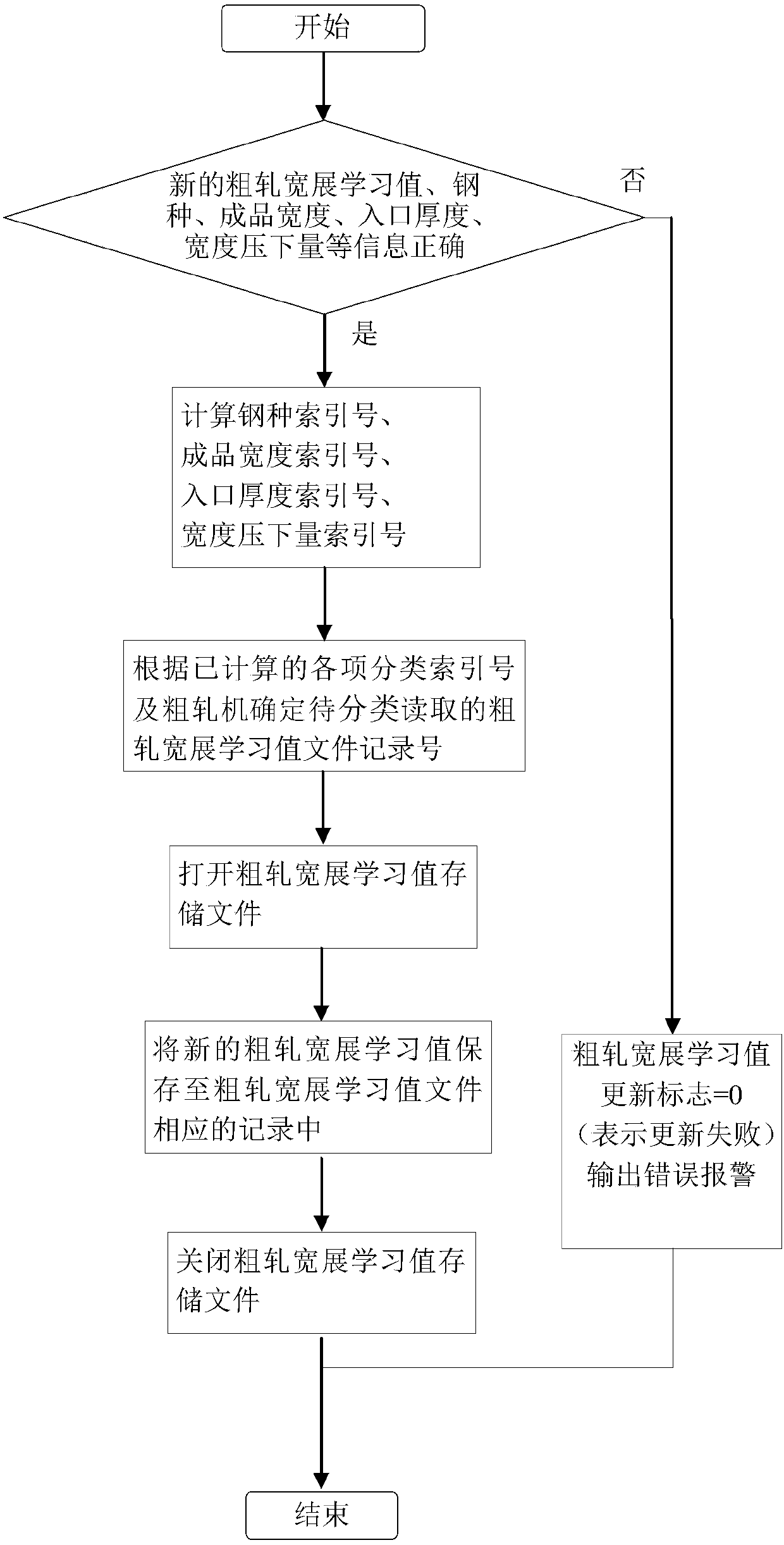
[0030] The classification reading and storage module of rough rolling width expansion learning value reads and stores the corresponding records of the rough rolling width expansion learning file according to the steel ty...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More