

Direct-current resistance spot-welding multi-mode feedback control method
A DC resistance and feedback control technology, applied in resistance welding equipment, welding monitoring devices, welding power sources, etc., can solve the problem of inability to compensate for the impact, and achieve the effect of saving adjustment time, improving the quality of solder joints, and suppressing spatter
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
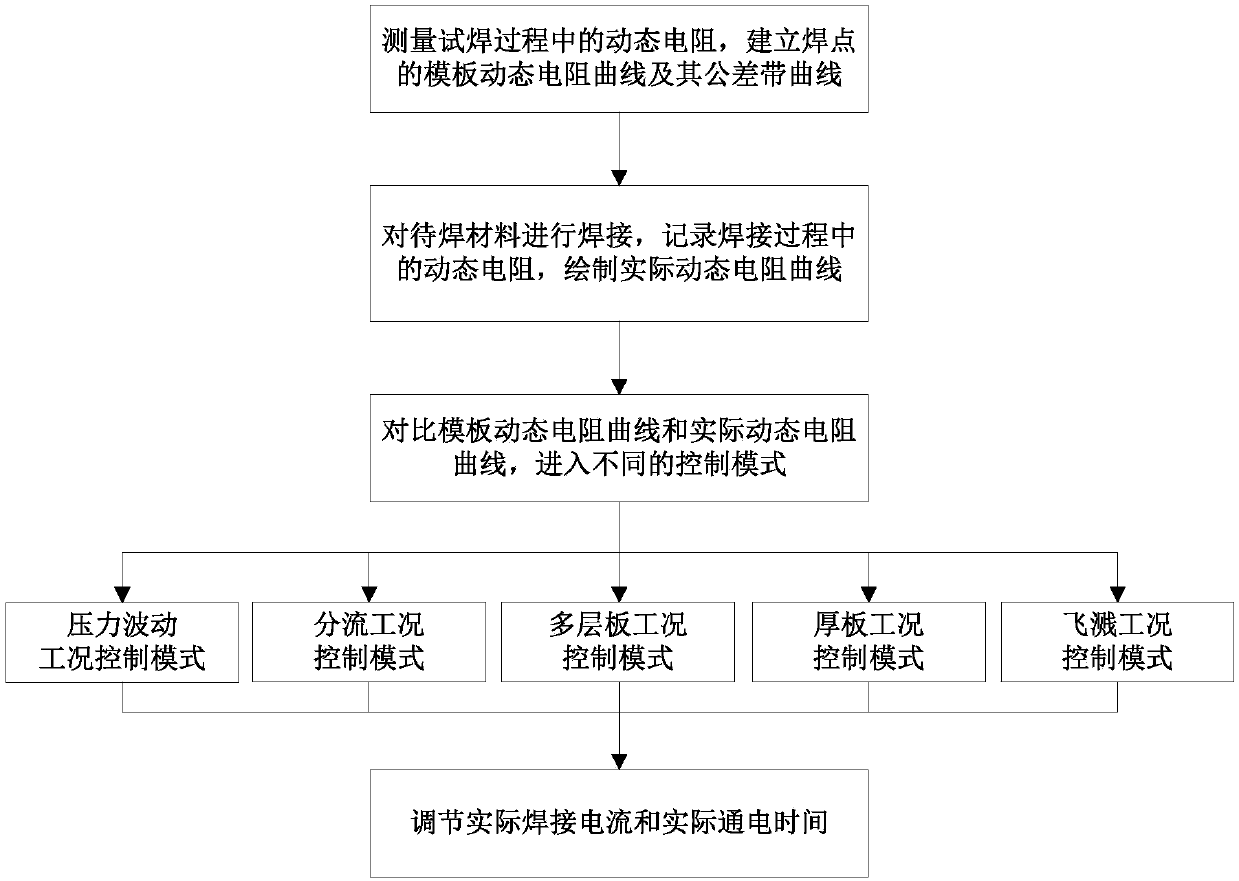
[0050] Such as figure 1 As shown, this embodiment specifically includes the following steps:
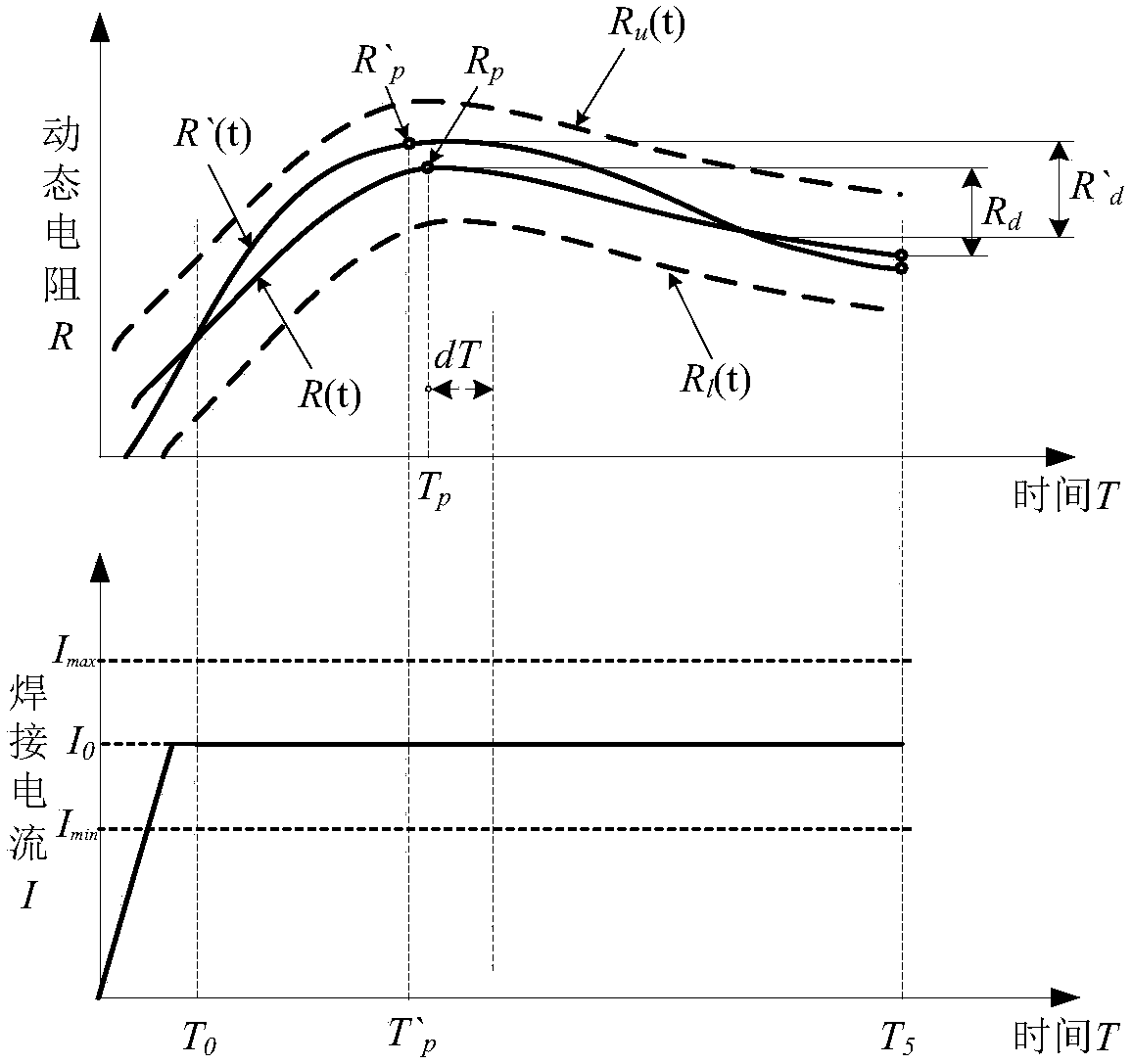
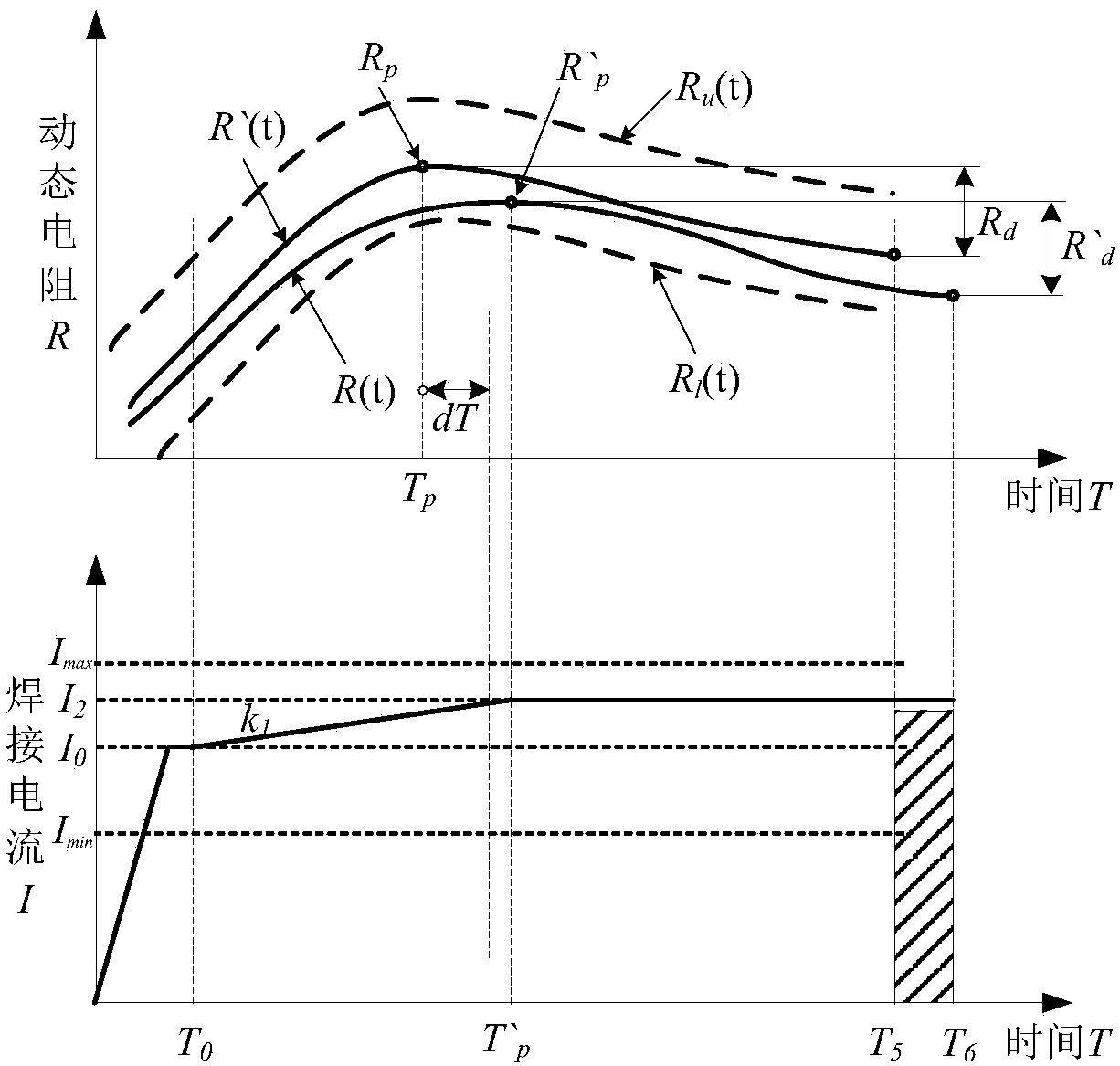
[0051] 1) Test welding is carried out under standard welding conditions, and the welding current is I 0 , measure the dynamic resistance during the test welding process, establish the template dynamic resistance curve R(t) of the solder joint, and its upper tolerance zone curve R u (t) and lower tolerance zone curve R l (t), the template dynamic resistance curve peak value is R p , R p The corresponding moment is T p , the drop of template dynamic resistance curve after the peak value is R d , the maximum power-on time is T 5 .
[0052] 2) The material to be welded is welded, and the initial welding current is I 0 , measure the dynamic resistance during the actual welding process, draw the actual dynamic resistance curve R′(t), and the peak value of the actual dynamic resistance curve is R′ p , R' p The corresponding moment is T′ p , the actual dynamic resistance curve dro...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More