

Stitch welding method for motor core of new-energy automobile
A new energy vehicle and iron core technology, applied in arc welding equipment, welding equipment, welding accessories, etc., can solve problems such as excessive concentration of welding stress, welding strength not meeting the requirements of subsequent processes, adjustment of increasing and decreasing punching, etc., to achieve The effect of reducing pressure and eliminating local burr unevenness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] The present invention is described in further detail now in conjunction with accompanying drawing. These drawings are all simplified schematic diagrams, which only illustrate the basic structure of the present invention in a schematic manner, so they only show the configurations related to the present invention.
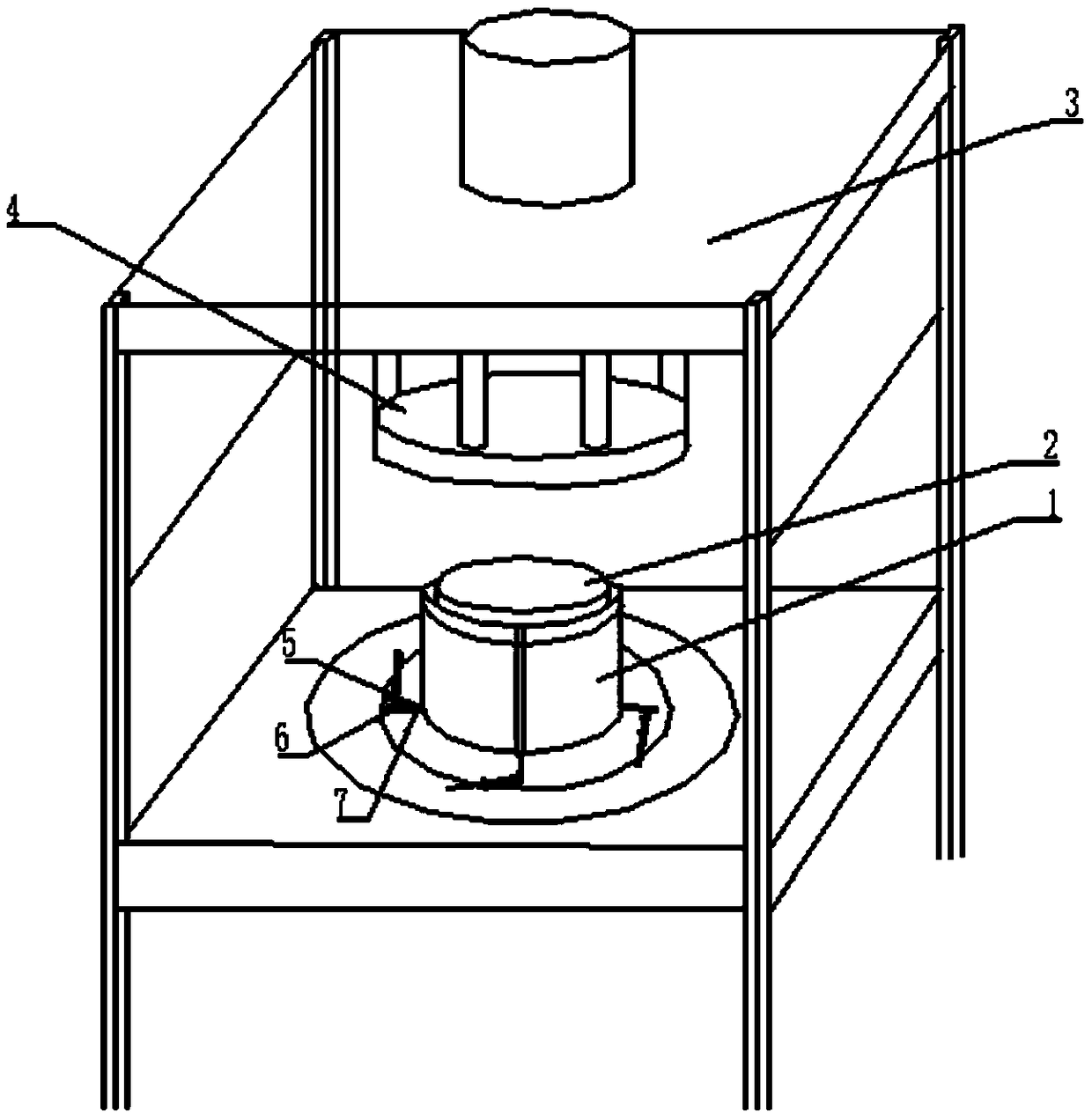
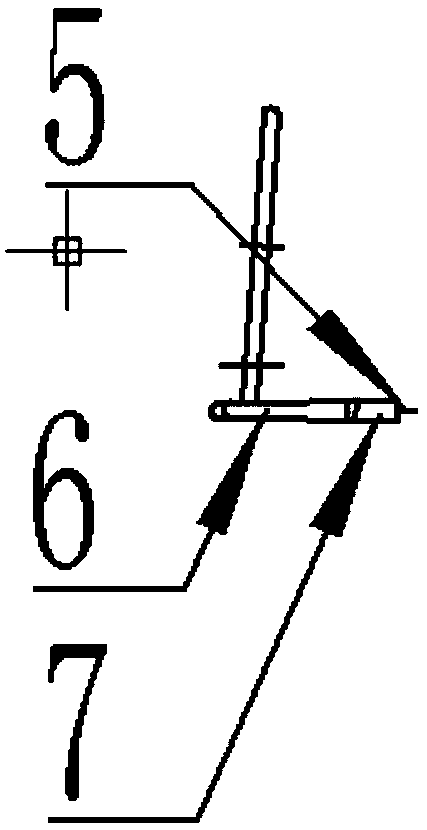
[0027] like Figure 1-2 Shown, a kind of lap welding method of new energy automobile motor core, comprises the following steps:
[0028] A. Weigh the self-riveting iron core 1 made of silicon steel and insert it into the laminated mold 2. When inserting it, it is divided into four sections according to the length of the iron core, and each section is 180 degrees relative to the previous section;
[0029] B. Set the pre-compression pressure on the control panel of the press 3, and the pressure head 4 goes down to perform pre-compression, flatten the riveting point, and reach the inter-sheet pressure;
[0030] C. Reduce the pressure and maintain the pressure; ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More