Machining technology of tubular mold inner hole of stepped hole
A processing technology and step hole technology, which is applied in the processing technology field of the inner hole of the step hole tube mold, can solve the problems of different axis of the inner hole, excessive tolerance, easy boring and deviation, etc., so as to reduce the wall thickness difference of the tube mold. , Improve product processing quality and ensure the effect of coaxiality requirements
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
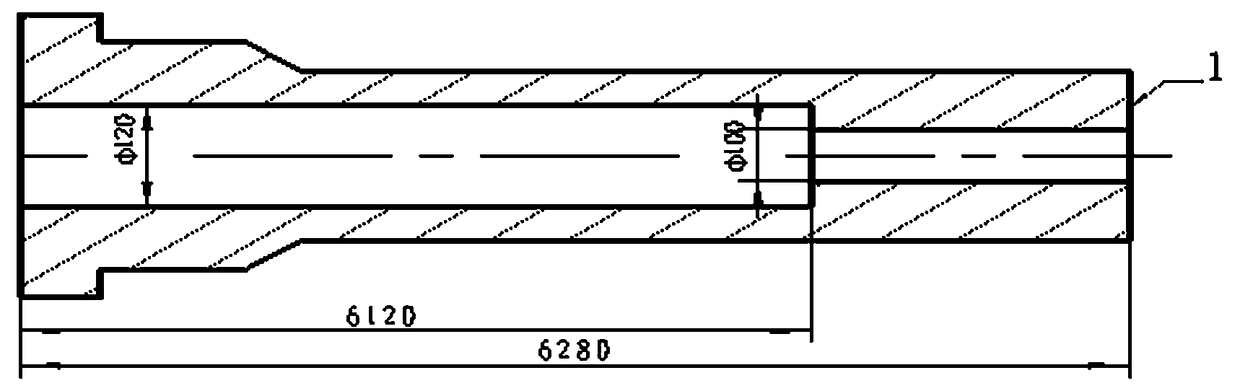
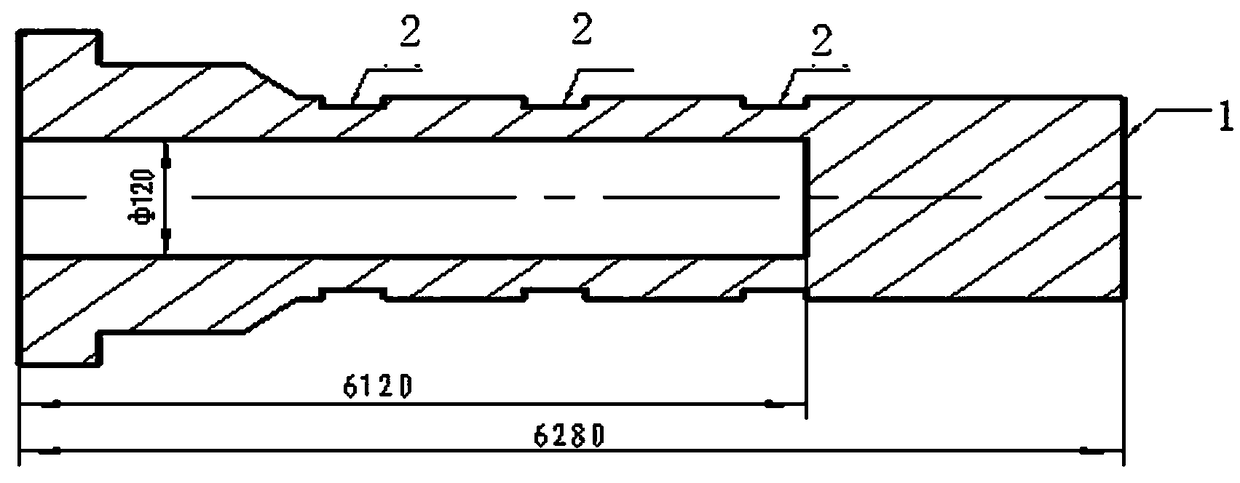
[0014] Such as figure 1 Shown discloses a workpiece with the inner hole of the stepped hole pipe mold, and also discloses a processing technology for the inner hole of the stepped hole pipe mold. figure 1 For the inner hole of the workpiece as shown, first drill from the non-marked end on the deep hole drilling and boring machine, drill a φ120 blind hole, and ensure a length of 6120mm; The top bears against the inner hole of the non-marking end of the workpiece, figure 2 There are three rack positions 2 on the vehicle shown in the position. The distance between rack position 2 and the end face of marking end 1 is 160mm, 3000mm, and 5800mm respectively, and the length of the rack position is 150mm. The wall thickness difference at the position of the adjustment frame is ≤1.5mm, and the outer circle is left with a machining allowance of 7mm for rough turning of the outer circle. Then go to the deep hole drilling and boring machine, align the outer circle of the workpiece, cla...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com