

Welding reverse deformation calculation method
A calculation method and anti-deformation technology, applied in calculation, design optimization/simulation, special data processing applications, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment Construction
[0022] Below, the structure and working principle of the present invention will be further described in conjunction with the accompanying drawings.
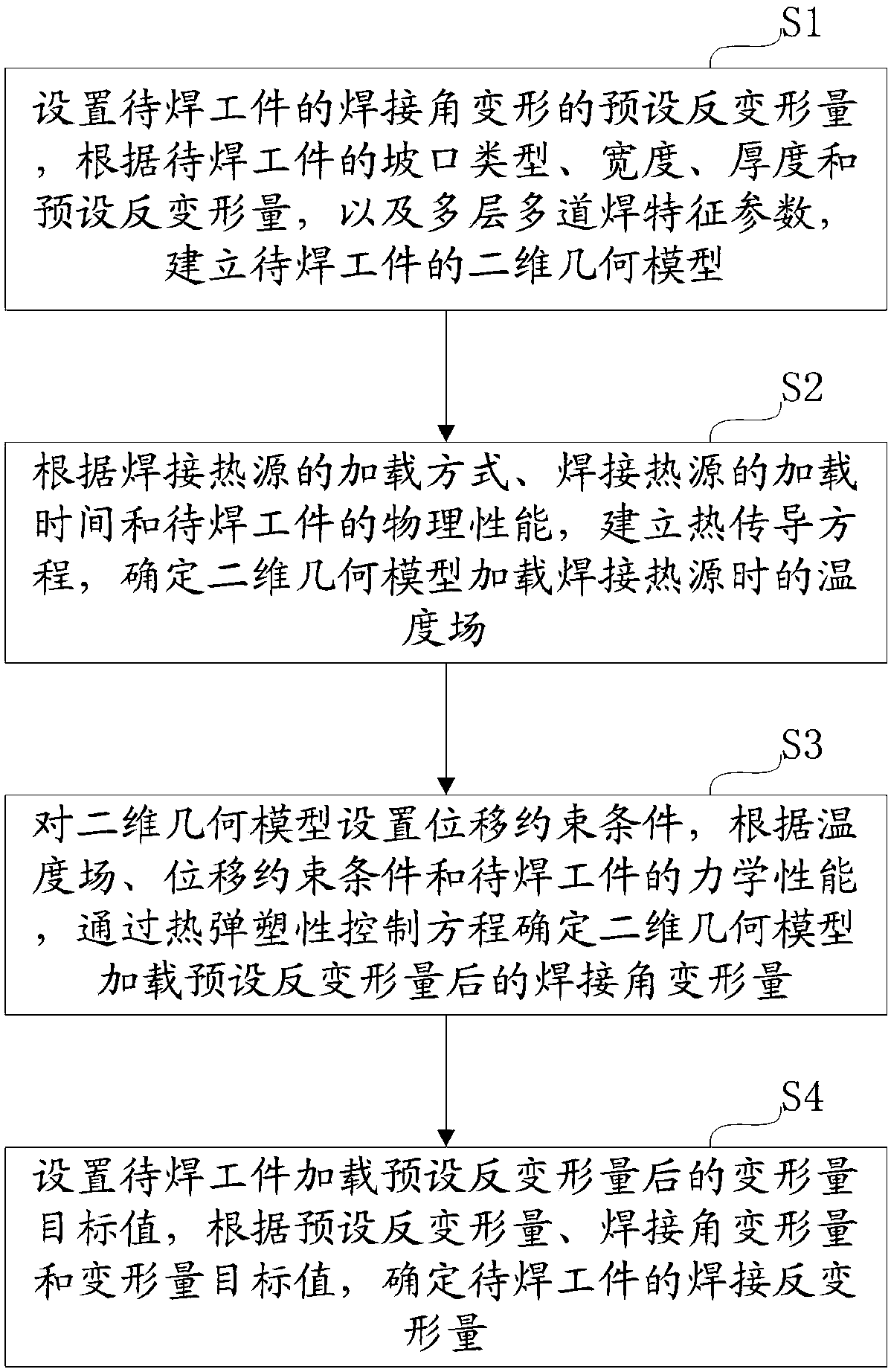
[0023] Such as figure 1 Shown, a kind of calculation method of welding anti-deformation amount of the present invention comprises the following steps:
[0024] S1. Set the preset anti-deformation amount of the welding corner deformation of the workpiece to be welded, and establish a two-dimensional geometric model of the temperature field and deformation field of the workpiece to be welded according to the preset anti-deformation amount and welding conditions in the computer-aided design software. Wherein, the welding condition may include the groove type, width, thickness of the workpiece to be welded, and characteristic parameters of multi-layer multi-pass welding, and the characteristic parameters of multi-layer multi-pass welding may include welding passes. By considering the above characteristic parameters, it can be fully ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More