

Fixed guide vane without welding groove structures at water inlet and outlet edges and
A technology for fixing guide vanes and process methods, which is applied in the direction of manufacturing tools, workpiece edge parts, metal processing equipment, etc. It can solve the problem of large deviations in welding shrinkage and opening size, and it is difficult to accurately give the reserved welding shrinkage, internal and external Problems such as difficulty in aligning the circle tangent point and the dashed line have been achieved to improve manufacturing quality, reduce welding deformation, and facilitate assembly and operation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
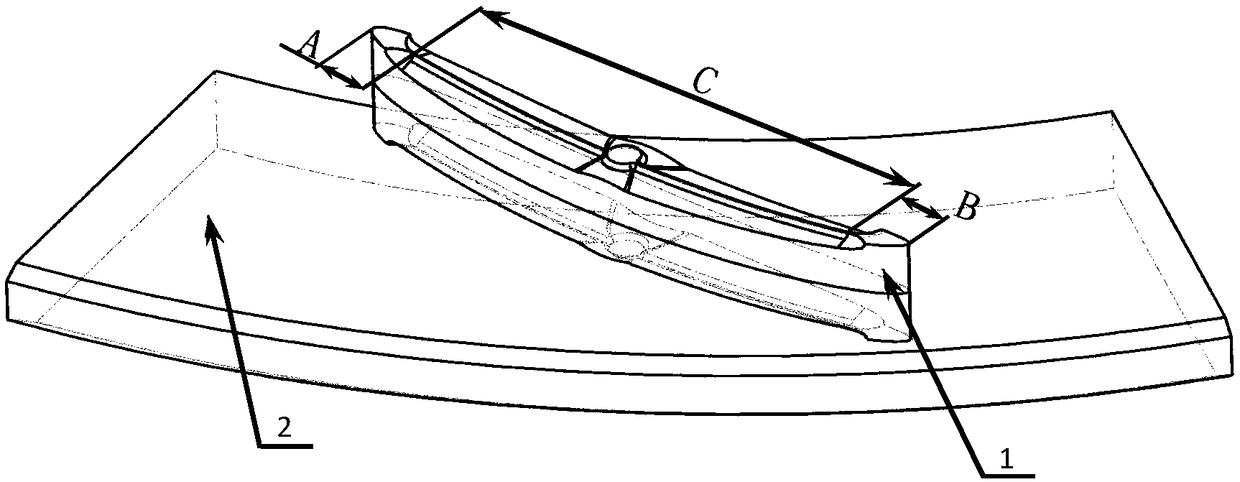
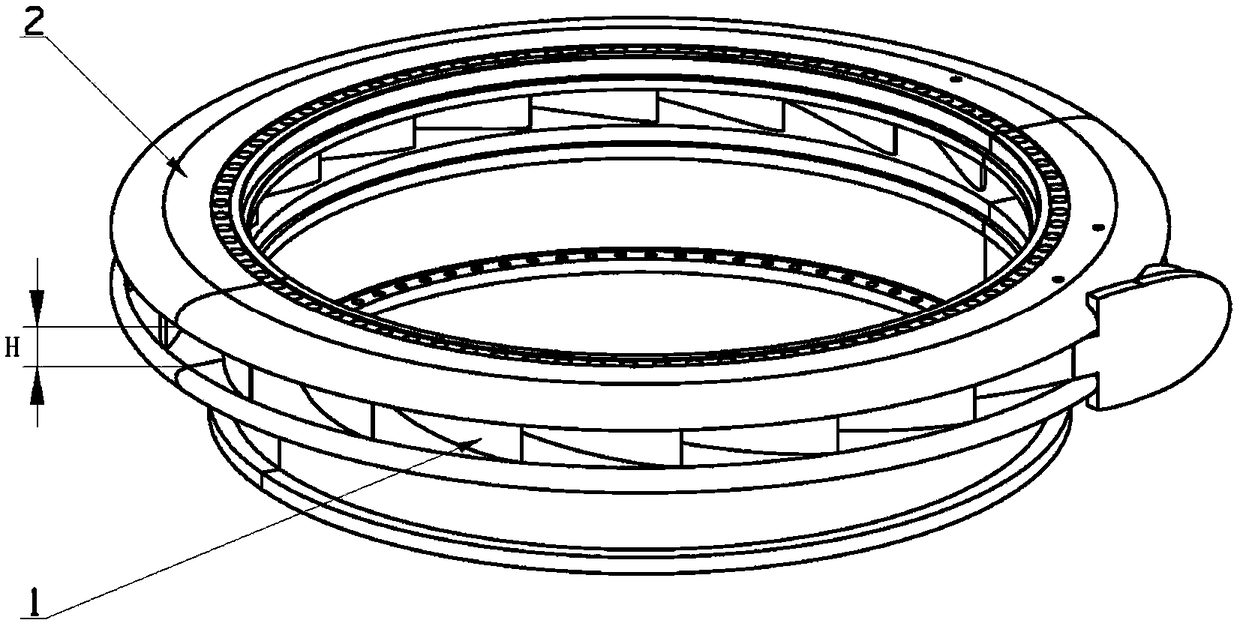
[0018] Such as figure 1 The present invention shown is a fixed guide vane and welding process method without welding groove structure at the water edge, which is used to replace the fixed guide vane and welding process method of the traditional process, and can accurately control the opening size of the seat ring after welding H tolerance, improve the manufacturing quality of seat ring products. The specific embodiment of the present invention is as follows: 1) The traditional T-shaped groove weld joint form between the fixed guide vane 1 and the seat ring ring plate 2 within the range of the water inlet side B and the water outlet side A is changed to a T-shaped fillet weld The form of seam joint, the contact form is changed from groove blunt edge contact to plane contact. The middle groove area C of the fixed guide vane is processed into a U-shaped groove, and the matching form between the middle groove area C of the fixed guide vane and the ring plate 2 of the seat ring is...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More