High-strength steel automobile outer cover assembly and manufacturing method thereof
What is AI technical title?
AI technical title is built by PatSnap AI team. It summarizes the technical point description of the patent document.
A technology for an outer cover and a manufacturing method, which is applied to vehicle parts, transportation and packaging, etc., can solve the problems of difficulty in ensuring the dimensional accuracy of the parts, the reduction of stamping and forming performance, and the large forming force, so as to shorten the heating time and improve the strength. , the effect of less oxidation
Active Publication Date: 2020-06-19
SUZHOU PRESSLER ADVANCED FORMING TECHNOLOGIES CO LTD
View PDF8 Cites 0 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
However, the higher the strength of the material, the lower its stamping performance, and various forming defects are prominent. Not only does it require a large forming force, but also the rebound is serious, and it is difficult to ensure the dimensional accuracy of the workpiece. This limits the use of high-strength steel in automotive outer panels. application on
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
[0035] In this embodiment, spring steel is used as a raw material for processing to form a high-strength steel automobile outer cover assembly.
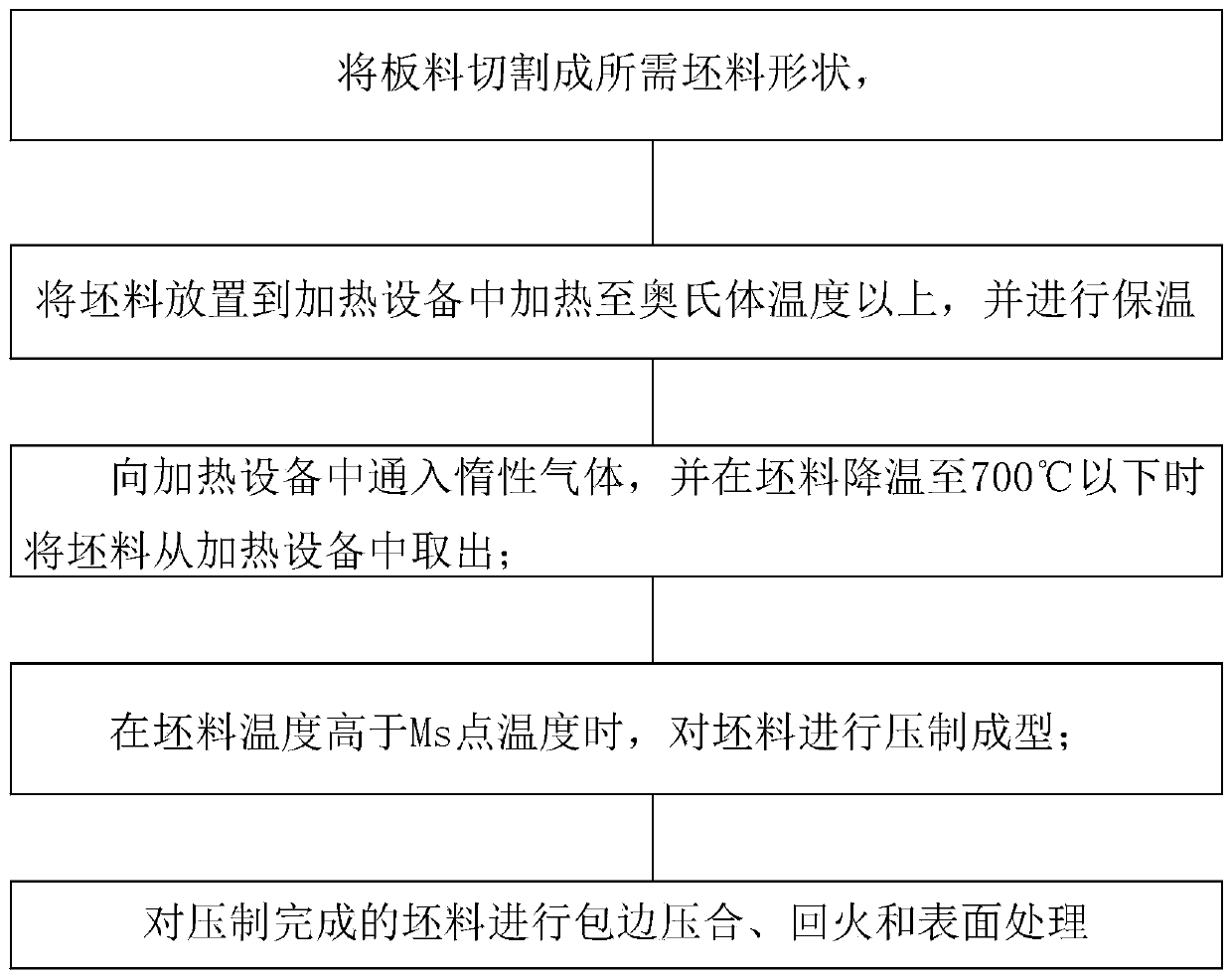
[0036] Such as figure 1 As shown, the present invention provides a kind of manufacturing method of high-strength steel automobile outer cover assembly, comprising:
[0037] First, the sheet is cut into the desired blank shape. The plate is cold-rolled or spring steel after cold-rolled annealing and pickling. It should be noted that, generally, the automobile outer cover assembly includes an outer cover and an inner cover, the blank is used to form the outer cover, and the inner panel is usually formed by a steel material through a hot forming process or a cold forming process production. Moreover, the thickness of the sheet material is 0.3-0.7mm, preferably 0.4mm-0.55mm, so that the weight of the automobile body cover can be greatly reduced. Further, before the sheet is cut, the surface of the sheet is subjected to pre-processing...
Embodiment 2
[0076] The difference between this embodiment and Embodiment 1 is that this embodiment uses medium manganese steel as the raw material for processing to form a high-strength steel automobile outer cover assembly, and the blank made of medium manganese steel is used. The heating temperature in the heating equipment is It only needs to be around 800°C to achieve complete austenitization of steel, which is 100°C-150°C lower than the heating temperature of hot-formed steel, and the setting temperature of the heating furnace is lower, saving energy.
[0077] The present embodiment will be described in detail below with two specific implementation processes.
[0078] The part prepared in Case 1 is an integral door panel, and the specific operation is as follows:
[0079] 1. Use medium manganese steel with a thickness of 0.55mm and cold-rolled, annealed and pickled. Its components include: C: 0.12%, Mn: 4.8%, Si: 0.2%, P<0.02%, S<0.02%. The Ms point temperature is 240°C.
[0080] 2...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Property
Measurement
Unit
tensile strength
aaaaa
aaaaa
thickness
aaaaa
aaaaa
tensile strength
aaaaa
aaaaa
Login to View More
Abstract
The invention discloses a high-strength steel car outer covering part assembly and a manufacturing method thereof. The method comprises the steps that a plate is cut into a needed blank shape, whereinthe plate is made from spring steel or medium manganese steel, and the plate is subjected to cold rolling treatment or cold rolling annealing acid pickling treatment; the blank is placed in heating equipment to be heated to austenitic temperature or above, and heat preservation is carried out; inert gas is introduced into the heating equipment, and the blank is taken out of the heating equipmentwhen the temperature of the blank is reduced to be below 700 DEG C; when the temperature of the blank is higher than the temperature of the point Ms, the blank is subjected to compression moulding; and the blank subjected to compression moulding is subjected to edge covering press fit, tempering and surface treatment. According to the high-strength steel car outer covering part assembly and the manufacturing method thereof, the high-strength spring steel or medium manganese steel is adopted as the car outer covering part assembly, the tensile strength ranges from 1,000 Mpa to 2,300 Mpa, the yield strength ranges from 1,000 Mpa to 1,500 Mpa, and the yield ratio ranges from 0.7 to 0.9; and the anti-dent performance is excellent, and meanwhile the thickness of the outer covering part can be reduced by 20% to 30%.
Description
technical field [0001] The invention relates to the field of hot press forming, in particular to a high-strength steel automobile outer cover assembly and a manufacturing method thereof. Background technique [0002] The dent resistance of automobile bodies, especially the dent resistance of outer covering parts, has become an important reference for users to choose cars. When the body panel is subjected to external loads, the ability to resist sag bending and local dent deformation and maintain shape is called dent resistance, which is an important index and characteristic for evaluating and reflecting the surface quality and performance of the panel. Body panels are large in size, low in curvature, and have certain pre-deformation, and are often subjected to external loads during use. Such as artificial touch and press, static load, vibration and collision during movement, etc. These loads often cause concave deflection or even permanent concave deformation of the cover ...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.





 Login to View More
Login to View More