

5-shaft linkage calibrating method of laser drilling machine
A technology of laser drilling machine and calibration method, applied in laser welding equipment, welding equipment, metal processing equipment, etc., can solve problems such as deformation, corrosion, lack of 5-axis linkage calibration method, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0049] The present invention will be further described in detail below in conjunction with the accompanying drawings, which are explanations rather than limitations of the present invention.
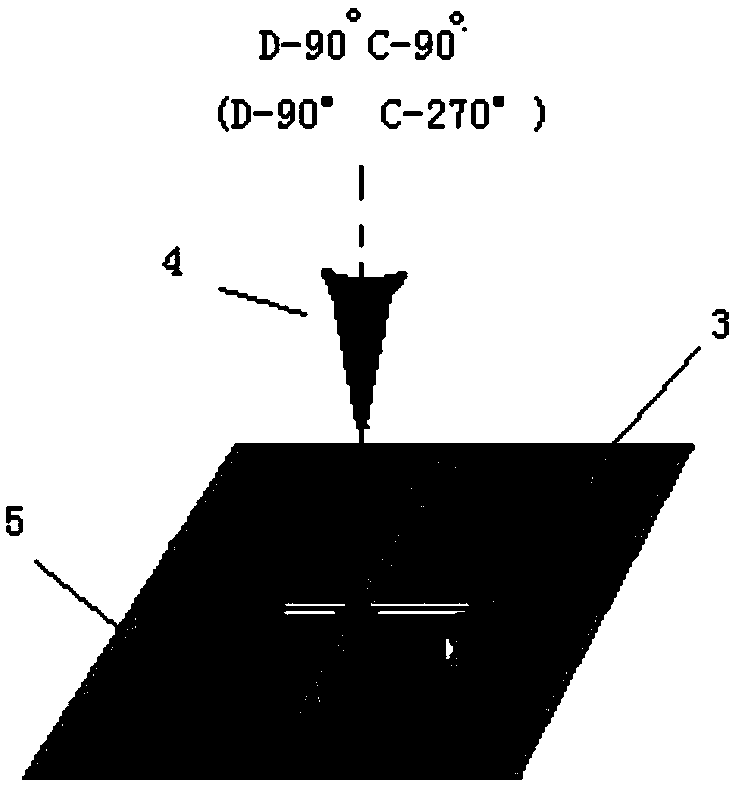
[0050] A 5-axis linkage calibration method for a laser drilling machine. It should be noted that in the calibration process, the D-axis needs to be calibrated first, and then the C-axis needs to be calibrated, so that the compensation value can take effect. Secondly, during the calibration process of the laser drilling machine, the spatial coordinates of the 5-axis linkage change greatly, so it is necessary to clean up the surroundings of the workbench in advance to avoid interference or collision.
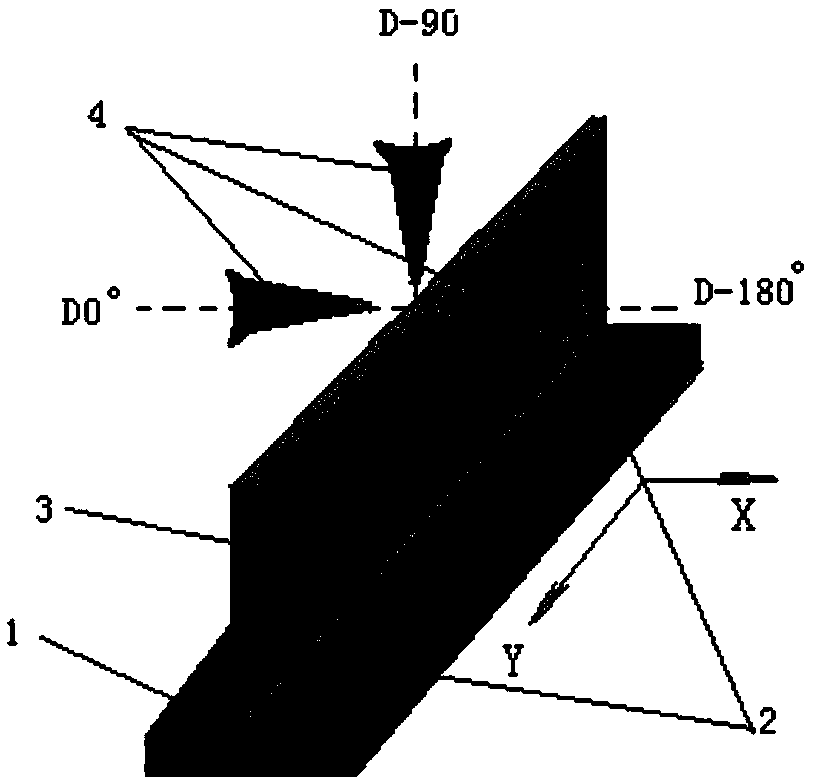
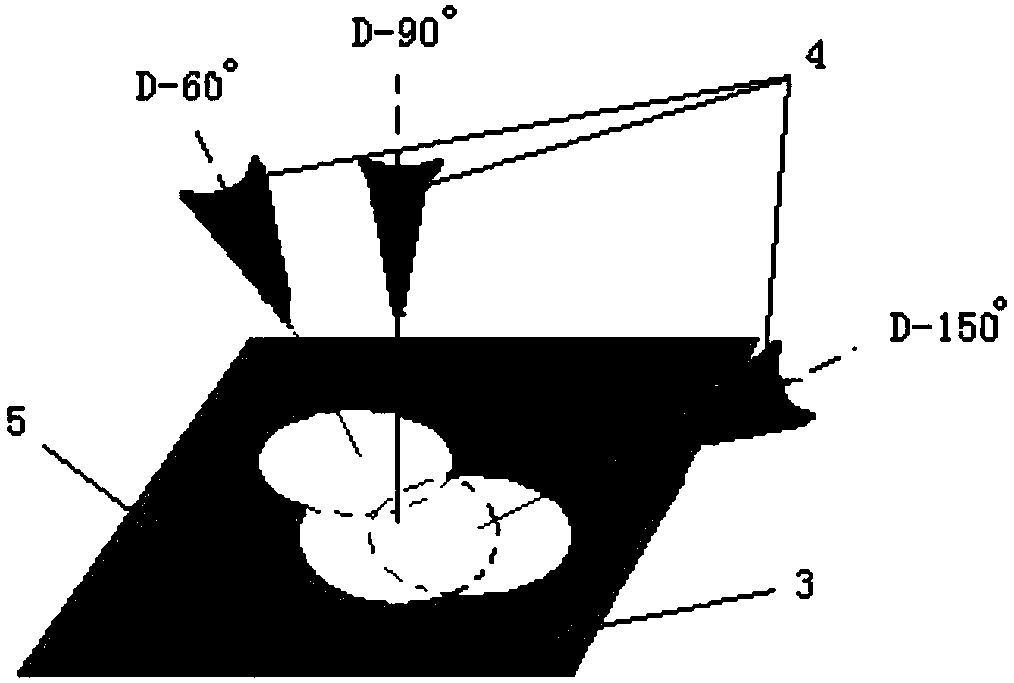
[0051] Definition: the D axis is the rotation axis that rotates around any axis in the XY plane,
[0052] D-axis rotation The laser beam is irradiated vertically downward, the D-axis is -90°, the D-axis rotates counterclockwise to the horizontal state is 0°, and the D-axis rotates clockwise ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More