Method for obtaining single-heat argon blowing flow
A technology of argon blowing flow and argon gas flow, which is applied in liquid/fluid solid measurement, measurement flow/mass flow, measuring device, etc., can solve the problem of inaccurate argon blowing amount, reduce slag entrainment defects, improve Product quality, ensuring the effect of liquid level fluctuations
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
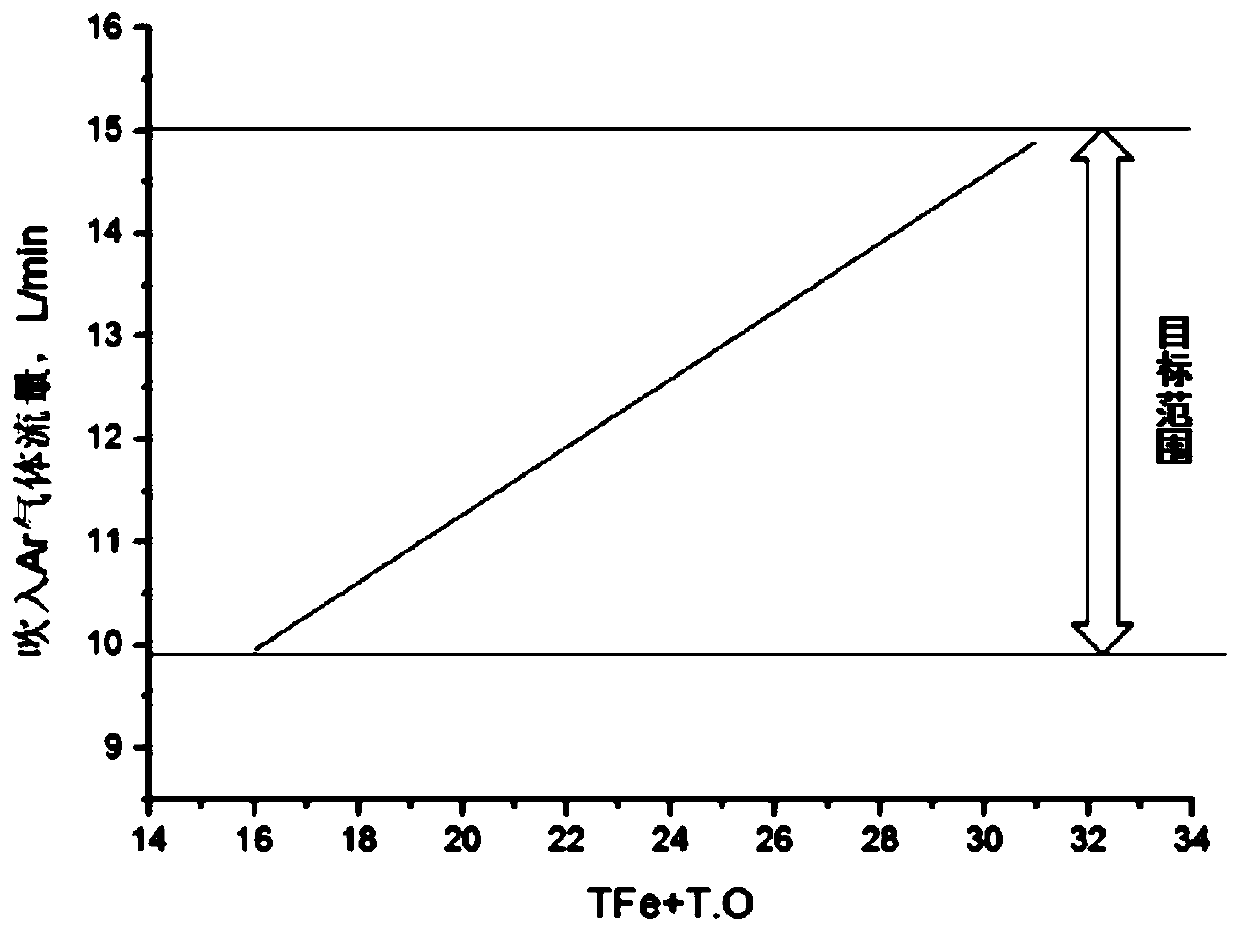
[0059] The TFe content of a heat of ultra-low carbon steel smelted after RH refining is measured as 1%, and the T.O content of the tundish is 15ppm. According to the calculation, the gas flow rate of argon blowing for a single heat is 9.95L / min, which is relatively large for the casting heat. Adjust the amount of argon blowing to 10L / min, the casting section is 230mm×1400mm, the casting speed is 1.4m / min, ultra-low carbon steel mold slag is used, the superheat is controlled at about 25°C-40°C, and the liquid level in the crystallizer can be seen during the casting process Stable, liquid level fluctuation ± 3mm ratio is good.
Embodiment 2
[0061] The TFe content measured at the end of the RH refining of a heat of ultra-low carbon steel is 6%, and the T.O content of the tundish is 25ppm. According to the calculation according to the formula, the gas flow rate of argon blowing in a single heat is 14.9L / min. Adjust the amount of argon blowing to 15L / min, the casting section is 230mm×1400mm, the casting speed is 1.3m / min, ultra-low carbon steel mold slag is used, the superheat is controlled at about 25°C-40°C, and the liquid level in the crystallizer can be seen during the casting process Stable, liquid level fluctuation ± 3mm ratio is good.
Embodiment 3
[0063] The TFe content measured at the end of RH refining of a certain heat of ultra-low carbon steel is 2.5%, and the T.O content of the tundish is 18ppm. According to the calculation according to the formula, the gas flow rate of argon blowing in a single heat is 20.5L / min, and the casting section is 230mm ×1400mm, casting speed 1.5m / min, using ultra-low carbon steel mold slag, the superheat is controlled at about 25°C-40°C, the liquid level in the crystallizer can be seen to be stable during the casting process, and the liquid level fluctuation ± 3mm ratio is good.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



