A method for obtaining the flow rate of argon blowing in a single furnace
A technology of argon blowing flow rate and argon gas flow rate, which is applied in the direction of liquid/fluid solid measurement, measurement flow rate/mass flow rate, measuring device, etc. It can solve the problem of inaccurate argon gas blowing volume, reduce slag inclusion defects, improve Product quality, to ensure the normal effect of liquid level fluctuations
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
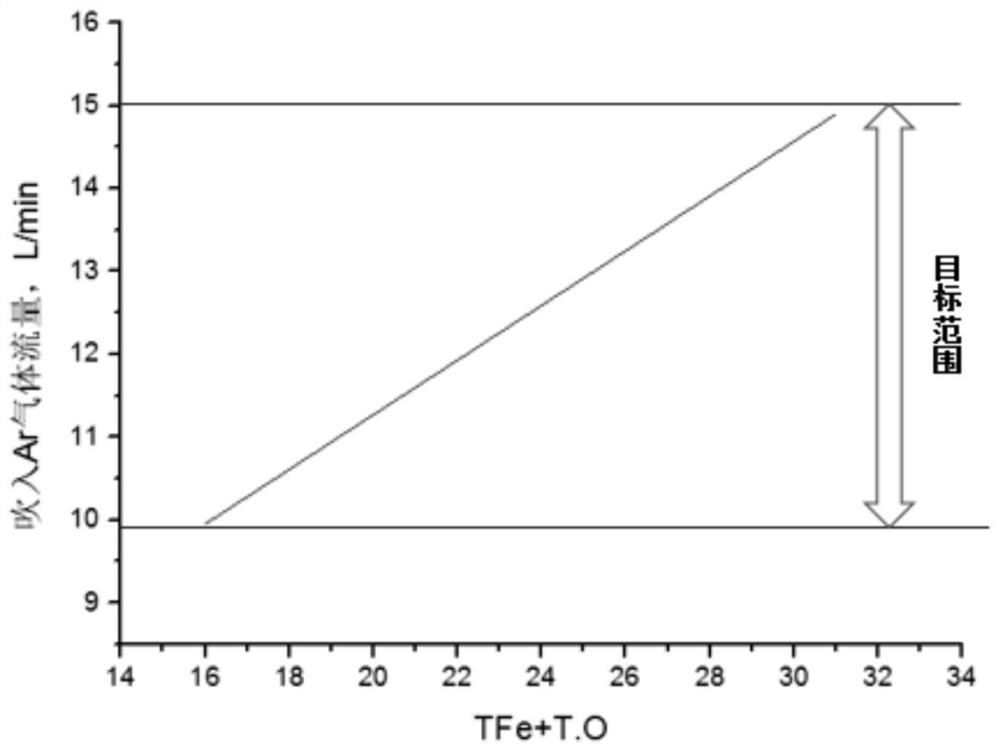
[0059] The TFe content of a heat of ultra-low carbon steel smelted after RH refining is measured as 1%, and the T.O content of the tundish is 15ppm. According to the calculation, the gas flow rate of argon blowing for a single heat is 9.95L / min, which is relatively large for the casting heat. Adjust the amount of argon blowing to 10L / min, the casting section is 230mm×1400mm, the casting speed is 1.4m / min, ultra-low carbon steel mold slag is used, the superheat is controlled at about 25°C-40°C, and the liquid level in the crystallizer can be seen during the casting process Stable, liquid level fluctuation ± 3mm ratio is good.
Embodiment 2
[0061] The TFe content measured at the end of the RH refining of a heat of ultra-low carbon steel is 6%, and the T.O content of the tundish is 25ppm. According to the calculation according to the formula, the gas flow rate of argon blowing in a single heat is 14.9L / min. Adjust the amount of argon blowing to 15L / min, the casting section is 230mm×1400mm, the casting speed is 1.3m / min, ultra-low carbon steel mold slag is used, the superheat is controlled at about 25°C-40°C, and the liquid level in the crystallizer can be seen during the casting process Stable, liquid level fluctuation ± 3mm ratio is good.
Embodiment 3
[0063] The TFe content measured at the end of RH refining of a certain heat of ultra-low carbon steel is 2.5%, and the T.O content of the tundish is 18ppm. According to the calculation according to the formula, the gas flow rate of argon blowing in a single heat is 20.5L / min, and the casting section is 230mm ×1400mm, casting speed 1.5m / min, using ultra-low carbon steel mold slag, the superheat is controlled at about 25°C-40°C, the liquid level in the crystallizer can be seen to be stable during the casting process, and the liquid level fluctuation ± 3mm ratio is good.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com