Casting core structure
A sand core and casting technology, applied in the field of foundry, can solve the problems of reduced yield, increased pouring weight, and slotted casting, etc., and achieves the effects of small gap, good contact, and increased extrusion force.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
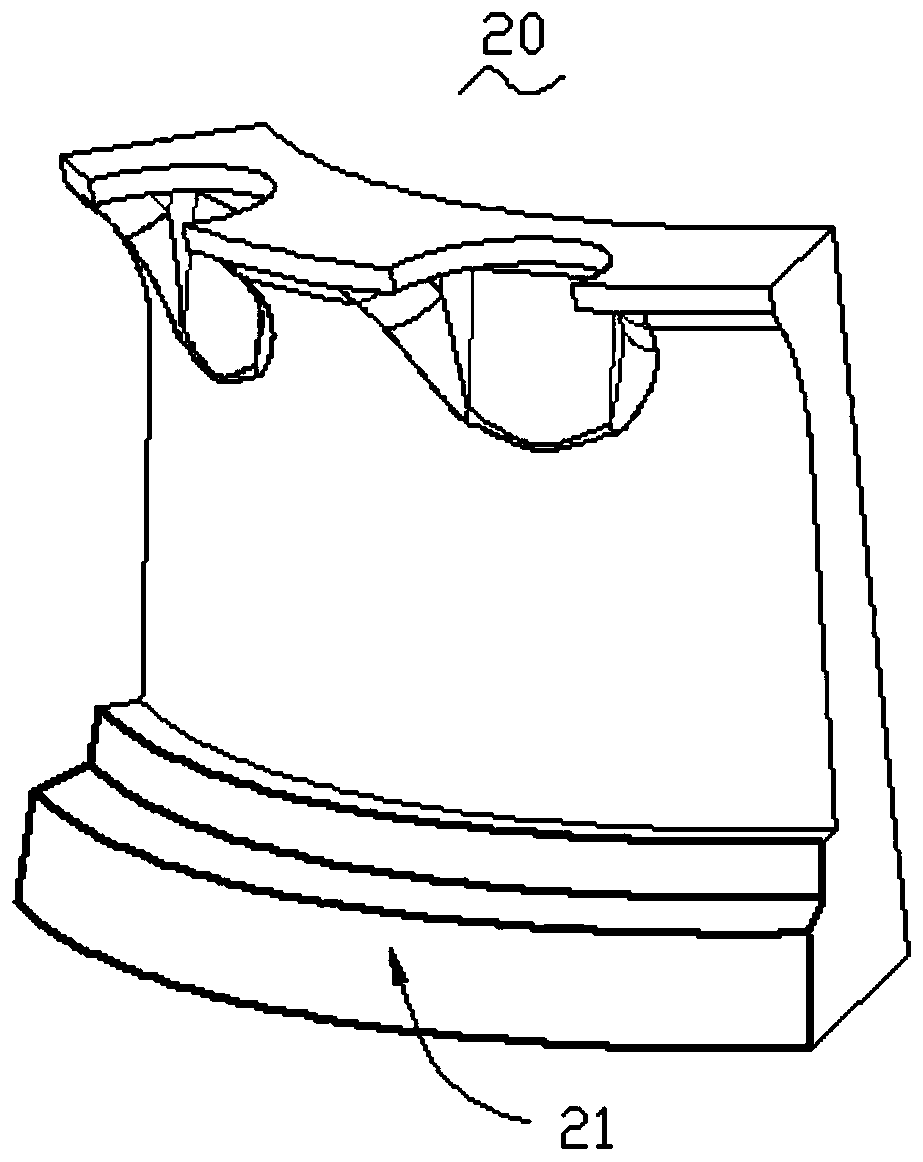
[0022] Example 1: A casting sand core structure, please refer to the attached Figure 1 to 3 As shown, it includes: a sand core 10 and a sand core 20 that are attached to each other, the sand core 10 has a sand core a mating surface 11 that is attached to the sand core 20, and the sand core 20 has The second mating surface 21 of the sand core which is attached to the sand core 10, the first mating surface 11 of the sand core is stepped, and the second mating surface 21 of the sand core is engaged with the first mating surface 11 of the sand core Stepped.
[0023] It should be noted that the sand core-matching surface 11 is stepped, and the sand core-matching surface 21 is stepped into the sand core-matching surface 11; that is, the sand core-matching surface 11 The two mating surfaces 21 with the sand core are multiple planes or curved surfaces. According to the stepped staggered design, there are multiple contact surfaces between the sand core 10 and the sand core 2 after the c...
Embodiment 2
[0024] Example 2: A sand core structure for castings, please see attached Figure 1 to 3 As shown, it includes: a sand core 10 and a sand core 20 that are attached to each other, the sand core 10 has a sand core a mating surface 11 that is attached to the sand core 20, and the sand core 20 has The second mating surface 21 of the sand core that is attached to the sand core 10, the first mating surface 11 of the sand core is stepped, and the second mating surface 21 of the sand core is fitted with the first mating surface 11 of the sand core Stepped.
[0025] It should be noted that the sand core-matching surface 11 is stepped, and the sand core-matching surface 21 is stepped to fit the sand core-matching surface 11; that is, the sand core-matching surface 11 The two mating surfaces 21 with the sand core are multiple planes or curved surfaces. According to the stepped staggered design, there are multiple contact surfaces between the sand core 10 and the sand core 2 after the core ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com