

Spray castable single-color double-density rubber tire and molding process thereof
A rubber tire and molding process technology, applied in the field of rubber tires, can solve the problems of complex extrusion process, poor tire comfort, high failure rate, etc., and achieve the effects of reducing energy consumption, uniform dynamic balance, and stable production quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
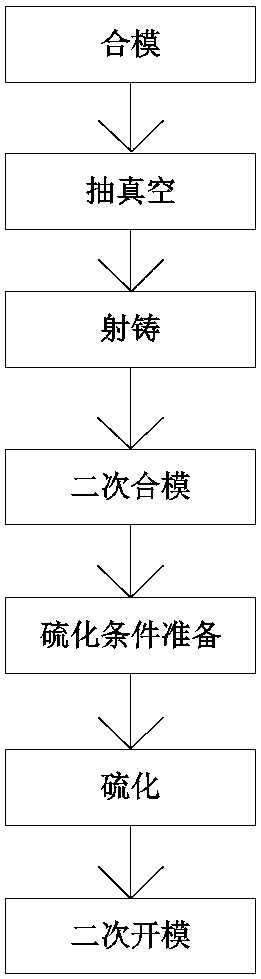
[0037] The injection-castable single-color double-density rubber tire molding process includes the following steps,
[0038] Step 1: Close the mold, close the upper half mold and the lower half mold to form a mold cavity, set the mold core in the mold cavity, the mold cavity is divided into the upper mold cavity and the lower mold cavity with the mold core as the boundary, take the rubber material for double density injection casting;
[0039] Step 2: Open the mold, open the mold cavity, separate the upper half mold and the lower half mold respectively containing half a rubber tire, and automatically remove the mold core;
[0040] Step 3: second mold closing, the upper half mold and the lower half mold respectively containing half of the rubber tire are closed twice, and the inside of the rubber tire is hollow after the mold core is removed;
[0041] Step 4: Put in the preformed lightweight and high-elastic rubber foam tire, and close the mold to make it suitable for vulcaniz...
Embodiment 2
[0045] The injection-castable single-color double-density rubber tire molding process includes the following steps,
[0046] Step 1: Close the mold, close the upper half mold and the lower half mold to form a mold cavity, set the mold core in the mold cavity, the mold cavity is divided into the upper mold cavity and the lower mold cavity with the mold core as the boundary, take the rubber material for double density injection casting;
[0047] Step 2: Open the mold, open the mold cavity, separate the upper half mold and the lower half mold respectively containing half a rubber tire, and automatically remove the mold core;
[0048] Step 3: second mold closing, the upper half mold and the lower half mold respectively containing half of the rubber tire are closed twice, and the inside of the rubber tire is hollow after the mold core is removed;
[0049] Step 4: Put in the preformed lightweight and high-elastic rubber foam tire, and close the mold to make it suitable for vulcanizat...
Embodiment 3
[0056] The injection-castable single-color double-density rubber tire molding process includes the following steps,
[0057] Step 1: Close the mold, close the upper half mold and the lower half mold to form a mold cavity, set the mold core in the mold cavity, the mold cavity is divided into the upper mold cavity and the lower mold cavity with the mold core as the boundary, take the rubber material for double Density injection casting; the upper half mold, lower half mold and mold core match the shape of the rubber tire to be formed, and the mold cavity and injection table are all fixed positions. Heating is carried out by setting heaters on the outer walls of the upper half mold and the lower half mold, so that when the mold is closed, the mold cavity is heated to 130°C~180°C. After closing the mold and before injection casting, vacuumize to make the mold cavity in a negative pressure state. During double-density injection casting, the material temperature is 60°C~80°C, the i...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More