

Broaching process method for small-modulus internal gear
A process method and technology of internal gears, applied in broaching tools, broaching machines, broaching devices, etc., can solve problems such as inability to achieve the same profile cutting method, insufficient rigidity, limited space for chip removal, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
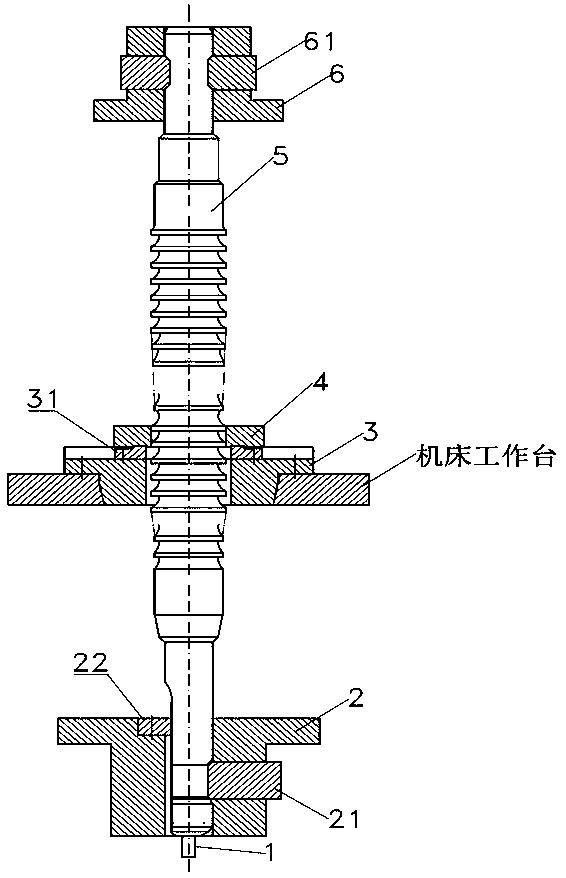
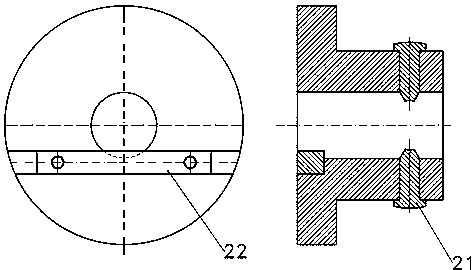
[0021] In order to make the purpose and technical solution of the present invention clearer, the present invention will be further described below in conjunction with the accompanying drawings, but it is not intended to limit the present invention. Such as figure 2 As shown, the workpiece 4 is placed on the anti-slip claw 31 of the flange 3, the broach 5 passes through the workpiece and the flange and is inserted into the lower chuck 2, the lower jaw 21 is automatically inserted into the groove of the handle of the broach, and the ejector rod 1 is The end face of the front shank of the top broach, and clamps the broach together with the limit key 22, so that the broach 5 is in a state of no clearance cooperation with the lower chuck in the axial and circumferential directions during the cutting process.
[0022] The upper chuck 6 moves down and holds the rear handle of the broach together with the upper jaw 61, so that the broach as a whole is in a state perpendicular to the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More