Automatic material stacking device
A coding and automatic technology, applied in the direction of transportation and packaging, stacking of objects, conveyors, etc., can solve problems such as heavy weight of a bar, safety accidents, troublesome operation, etc., to improve production efficiency and avoid safety accidents , the effect of reducing labor intensity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0022] The following will clearly and completely describe the technical solutions in the embodiments of the application with reference to the drawings in the embodiments of the application. Apparently, the described embodiments are only some of the embodiments of the application, not all of them. Based on the embodiments in this application, all other embodiments obtained by persons of ordinary skill in the art without creative efforts fall within the protection scope of this application.
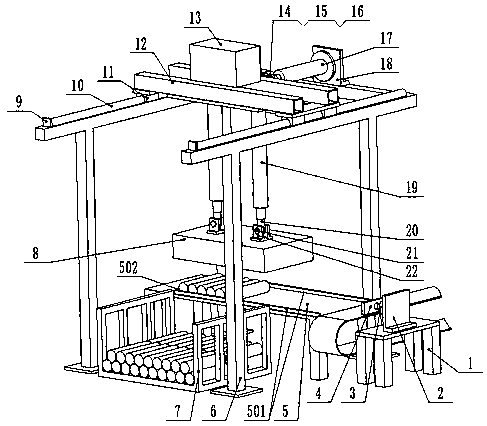
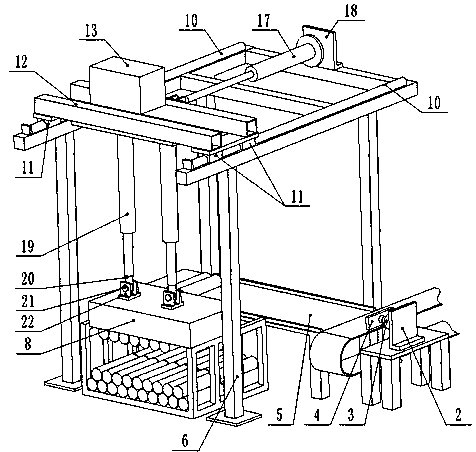
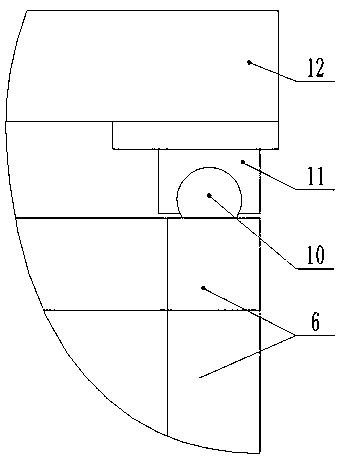
[0023] Such as figure 1 As shown, a kind of automatic code material device comprises frame 6, and frame 6 four corners have four supporting legs, and four supporting legs are all fixedly connected with the ground with expansion bolts or anchor bolts, above every two supporting legs A cross brace is fixedly connected, and a guide rail 10 is respectively arranged on the upper surfaces of the two cross braces, such as image 3 As shown, the cross-section of the guide rail 10 is a superior arc...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More