Forging method of H13 steel vertical continuous casting round billet
A technology for continuous casting of round billets and continuous casting billets, which is used in the manufacture of tools, forging/pressing/hammer devices, forging/pressing/hammering machines, etc. problems, to achieve the effect of eliminating carbide precipitation, reducing production costs, and shortening production cycles
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
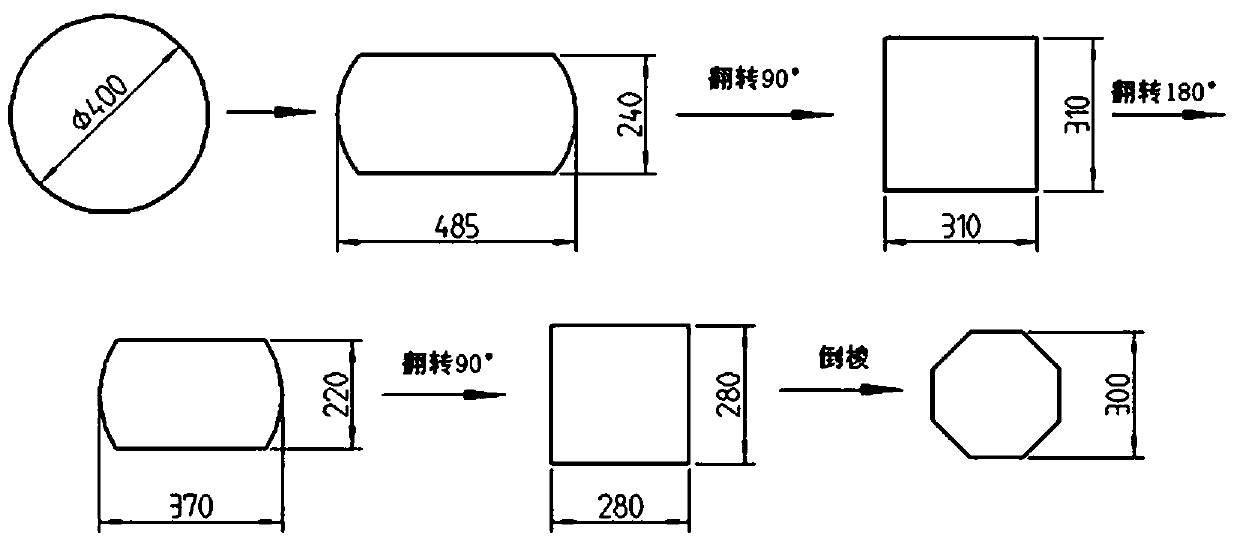
[0017] Embodiment 1: A kind of forging method of vertical continuous casting round billet of H13 steel, with φ400*2500mm continuous casting billet, forging into φ185mm round steel as an example, the specific forging method includes the following steps:
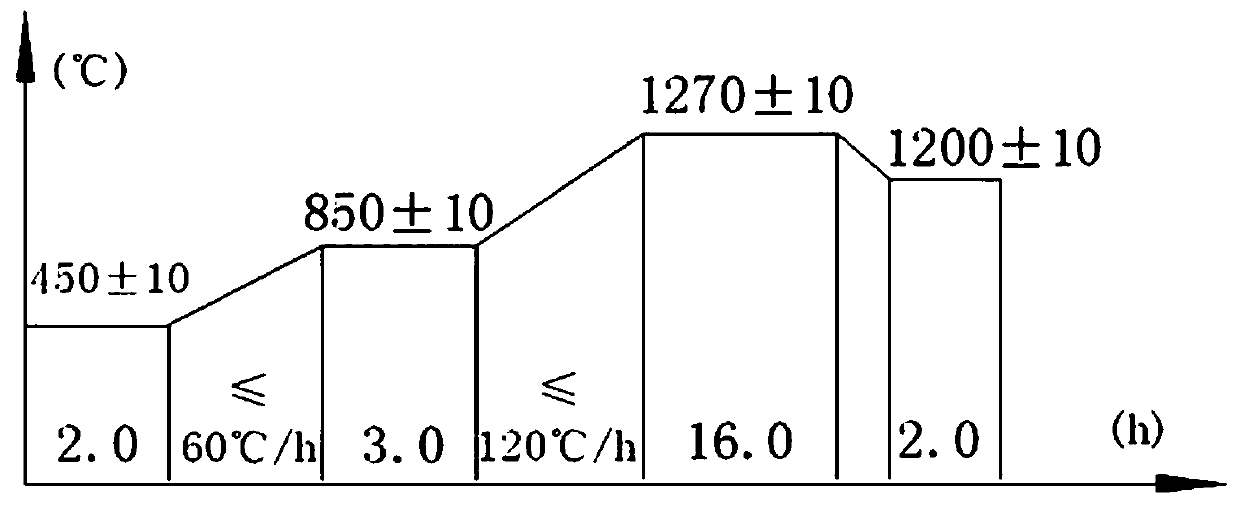
[0018] Step 1), design the pre-forging heating specification for the φ400*2500mm continuous casting slab, see the heating specification figure 1 , first keep warm at a temperature of 450±10°C for 2.0 hours, then raise the temperature to 850±10°C at a rate of ≤60°C / h and then keep warm for 3.0 hours, then heat up at a rate of ≤120°C / h Keep warm at 1270±10°C, the holding time is 16.0h, the trolley is pulled out to air-cool the material for 20min, the trolley is pulled in and the furnace door is closed, the furnace temperature is set at 1200±10°C, the holding time is 3.0h, and the furnace is forged after holding the heat;
[0019] The purpose of this kind of heat preservation at a high temperature of 1270±10°C is to reduce or eli...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More