

A Control Method for Reducing Transverse Thickness Difference of Hot-rolled Strip Steel
A technology of hot-rolled strip and control method, which is applied in the direction of rolling mill control device, rolling force/roll gap control, metal rolling, etc. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0063] Utilize a kind of control method of reducing the lateral thickness difference of hot-rolled strip steel of the present invention, produce W20P, concrete control comprises:
[0064] ① Slab thickness:
[0065]
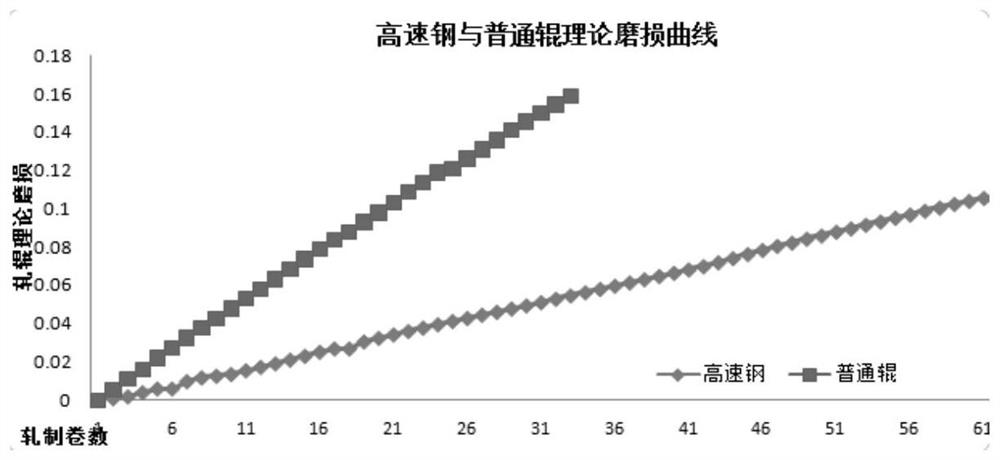
[0066] ②Finish-rolled high-speed steel configuration:
[0067] frame F5 F6 F7 material high speed steel high speed steel high speed steel
[0068] ③Work roll cooling water volume:
[0069] Variety frame F5 F6 F7 W20P amount of water 90% 90% 90%
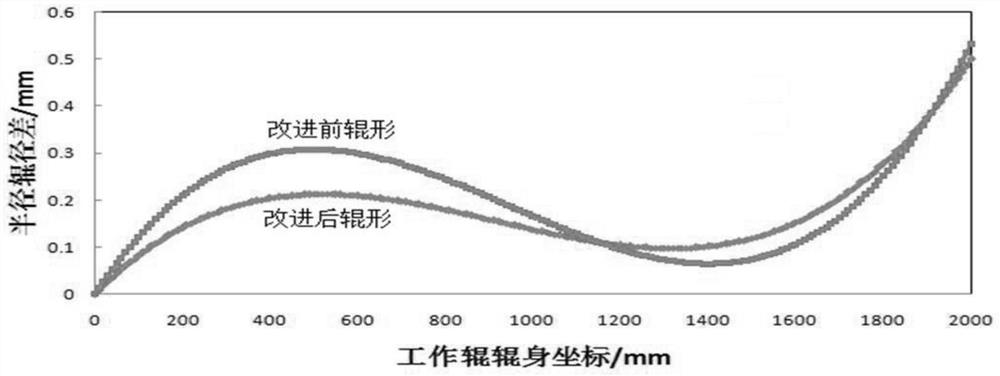
[0070] ④Work roll shape:
[0071] frame a1 a2 a3 F5 / F6 / F7 9.49688e-04 -1.3750e-06 5.0000e-10
[0072] ⑤Vertical roller pressure:
[0073]
[0074] ⑥Rolling oil parameters:
[0075] Variety frame F2 F3 F4 F5 F6 W20P oil quantity 40 40 40 45 45
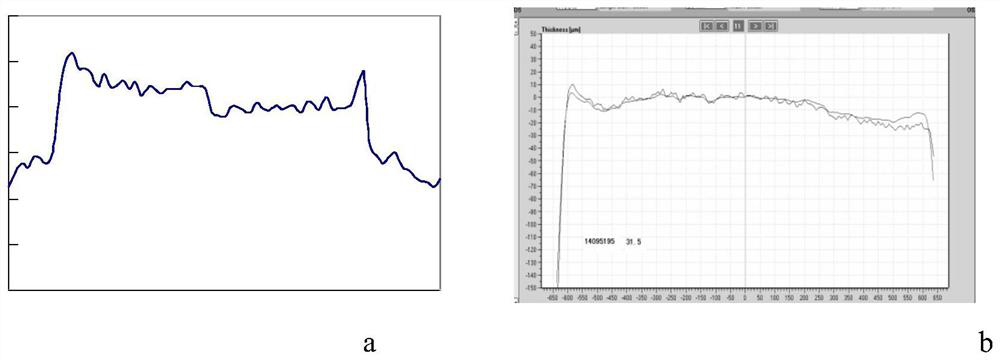
[0076] ⑦ Effect:
[0077]
Embodiment 2
[0079] Utilize a kind of control method of reducing the lateral thickness difference of hot-rolled strip steel of the present invention, produce W23P, concrete control comprises:
[0080] ① Slab thickness:
[0081]
[0082] ②Finish-rolled high-speed steel configuration:
[0083] frame F5 F6 F7 material high speed steel high speed steel high speed steel
[0084] ③Work roll cooling water volume:
[0085]
[0086]
[0087] ④Work roll shape:
[0088] frame a1 a2 a3 F5 / F6 / F7 9.49688e-04 -1.3750e-06 5.0000e-10
[0089] ⑤Vertical roller pressure:
[0090]
[0091] ⑥Rolling oil parameters:
[0092] Variety frame F2 F3 F4 F5 F6 W20P oil quantity 50 50 50 60 60
[0093] ⑦ Effect:
[0094]
Embodiment 3
[0096] Utilize a kind of control method of reducing the lateral thickness difference of hot-rolled steel strip of the present invention, produce W30P, specific control includes:
[0097] ① Slab thickness:
[0098]
[0099] ②Finish-rolled high-speed steel configuration:
[0100] frame F5 F6 F7 material high speed steel high speed steel high speed steel
[0101] ③Work roll cooling water volume:
[0102] Variety frame F5 F6 F7 W30P amount of water 90% 90% 90%
[0103] ④Work roll shape:
[0104] frame a1 a2 a3 F5 / F6 / F7 9.49688e-04 -1.3750e-06 5.0000e-10
[0105] ⑤Vertical roller pressure:
[0106]
[0107] ⑥Rolling oil parameters:
[0108] Variety frame F2 F3 F4 F5 F6 W20P oil quantity 50 50 50 60 60
[0109] ⑦ Effect:
[0110]
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More