

Modeling method of laser arc heat source model based on groove compression coefficient
A laser arc heat source and compressibility technology, applied in CAD numerical modeling, special data processing applications, design optimization/simulation, etc., can solve the problem of low accuracy of heat source model, and achieve the effect of solving the problem of width
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment example 1
[0064] Cut the alloy steel plate of 150mm×80mm×18.4mm, make a 30° V-shaped groove, and perform three-pass composite heat source multi-pass welding. The sample size is as follows: figure 2 shown. After cutting and surface treatment of X80 high-strength pipeline steel, debris and oil will exist on its surface. Therefore, before welding, sand the sample with sandpaper, then clean the sample with acetone, and finally wipe it with alcohol. The process parameters shown in Table 1 are used for welding.
[0065] Table 1 The welding process parameters used in Example 1
[0066]
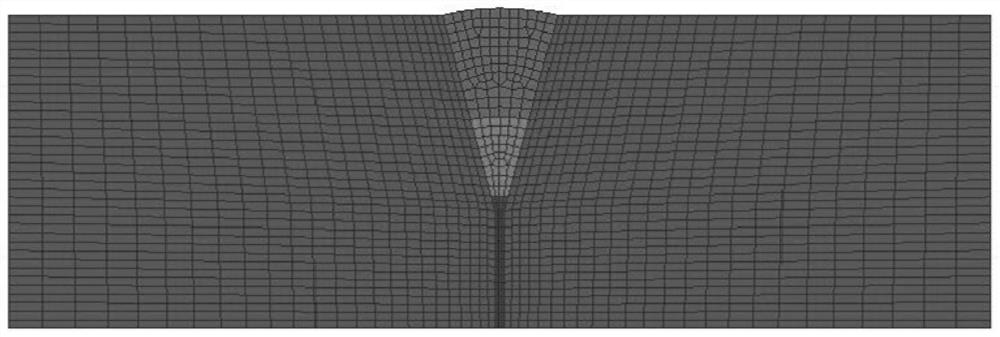
[0067] In order to ensure better calculation accuracy and less calculation amount, different division methods and grid density were carried out in different regions according to the model when dividing the grid. The solid70 hexahedral thermal analysis unit was used in the weld and its surrounding areas and For fine mesh division, the solid70 hexahedral thermal element is used for coarse mesh division in...
specific Embodiment example 2
[0072] Cut the alloy steel plate of 150mm×80mm×18.4mm, make a 30° V-shaped groove, and perform three-pass composite heat source multi-pass welding. The sample size is as follows: figure 2 shown. After cutting and surface treatment of X80 high-strength pipeline steel, debris and oil will exist on its surface. Therefore, before welding, sand the sample with sandpaper, then clean the sample with acetone, and finally wipe it with alcohol. The process parameters shown in Table 2 are used for welding.
[0073] The welding process parameters used in the second example of Table 2
[0074]
[0075] In order to ensure better calculation accuracy and less calculation amount, different division methods and grid density were carried out in different regions according to the model when dividing the grid. The solid70 hexahedral thermal analysis unit was used in the weld and its surrounding areas and For fine mesh division, the solid70 hexahedral thermal element is used for coarse mesh...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More