Preparation method of white cast iron for roll and white cast iron
A white cast iron and roll technology, applied in the field of casting, can solve the problems of limited rolling capacity, increase, and low service life, and achieve the effects of improving the operating rate of the rolling mill, reducing the rolling cost, and improving the surface quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
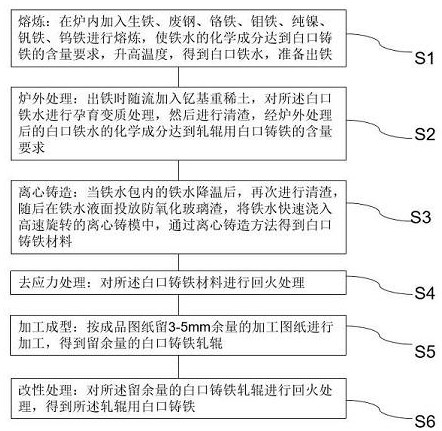
[0028] Such as figure 1 Shown, according to the preparation method of roll white cast iron of the embodiment of the present invention, comprises the following steps:
[0029] S1. Smelting: Add pig iron, scrap steel, ferrochrome, ferromolybdenum, pure nickel, ferrovanadium, and ferrotungsten to the furnace for smelting, so that the chemical composition of the molten iron meets the content requirements of white cast iron, and raise the temperature to obtain white iron , ready to tap; S2, out-of-furnace treatment: adding yttrium-based heavy rare earth along with the flow when tapping, inoculating and modifying the white hot metal, and then cleaning the slag. Content requirements of white cast iron. S3. Centrifugal casting: After the molten iron in the ladle cools down, remove the slag again, then put anti-oxidation glass slag on the liquid surface of the molten iron, quickly pour the molten iron into a high-speed rotating centrifugal mold, and obtain white cast iron by centrifug...
Embodiment 1
[0050] Prepare a 380×650mm hot-rolled 304 stainless steel rod finish rolling white cast iron roll, the target roll white cast iron chemical composition and weight percentage requirements are: C is 3.0-3.5%, Si is 0.7-1.2% , Mn is 0.5-1.5%, P≤0.05%, S≤0.03%, Ni is 2.0-3.0%, Mo is 1.0-2.0%, V is 1.0-2.0%, Cr is 2.0-3.0%, W is 1.0- 2.0%, Re is 0.03-0.07%, and the rest is Fe and unavoidable impurities. Specific steps are as follows:
[0051] (1) Smelting: Add a certain proportion of pig iron, scrap steel, ferrochrome, ferromolybdenum, pure nickel, ferrovanadium, and ferrotungsten to the intermediate frequency furnace for smelting, and the chemical composition and weight percentage of the obtained white cast iron are: C 3.22% for Si, 0.92% for Si, 0.58% for Mn, 0.04% for P, S≤0.029%, 2.3% for Ni, 1.62% for Mo, 1.65% for V, 2.33% for Cr, 1.44% for W, and the rest For Fe and unavoidable impurities. And raise the temperature to 1600°C to obtain white molten iron, keep it warm for 1...
Embodiment 2
[0058] Prepare a 480×700mm hot-rolled 304 stainless steel rod finish rolling white cast iron roll, the target roll white cast iron chemical composition and weight percentage requirements are: C is 3.0-3.5%, Si is 0.7-1.2% , Mn is 0.5-1.5%, P≤0.05%, S≤0.03%, Ni is 2.0-3.0%, Mo is 1.0-2.0%, V is 1.0-2.0%, Cr is 2.0-3.0%, W is 1.0- 2.0%, Re is 0.03-0.07%, and the rest is Fe and unavoidable impurities. Specific steps are as follows:
[0059] (1) Smelting: Add a certain proportion of pig iron, scrap steel, ferrochrome, ferromolybdenum, pure nickel, ferrovanadium, and ferrotungsten to the intermediate frequency furnace for smelting, and the chemical composition and weight percentage of the obtained white cast iron are: C 3.11%, Si 0.77%, Mn 0.73%, P 0.04%, S≤0.026%, Ni 2.7%, Mo 1.36%, V 1.67%, Cr 2.45%, W 1.88%, and the rest For Fe and unavoidable impurities. And raise the temperature to 1600°C to obtain white molten iron, keep it warm for 10 minutes, stop the power supply to the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com