

Production method for controlling transverse plate shape of high-quality carbon structural steel plate based on single-rack wide and thick plate rolling line
A carbon structure and production method technology, applied in temperature control, metal rolling, etc., can solve the problems of low production efficiency of rolling mills, unsatisfactory process precision, high production costs, etc., and achieve the effect of accelerating cooling speed
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0027] In order to better explain the technical solution of the present invention, the technical solution of the present invention will be further described below in conjunction with specific examples. The following examples are only illustrative technical solutions of the present invention, and do not limit the present invention in any form .
[0028] A production method for controlling the transverse shape of high-quality carbon structural steel plates based on a single-stand wide and thick plate rolling line described in various embodiments of the present invention includes the following steps:
[0029] (1) Slab heating
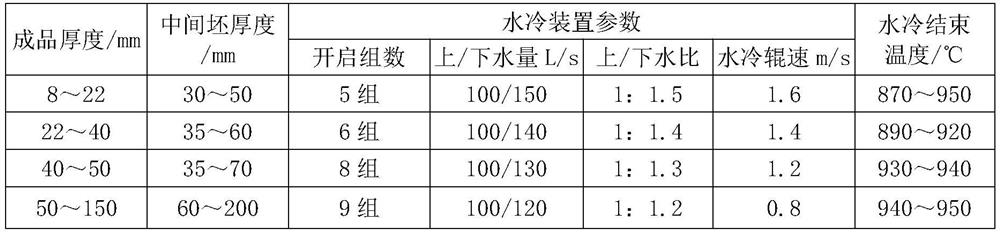
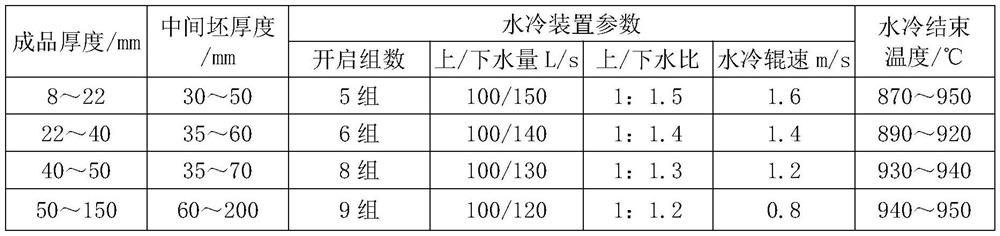
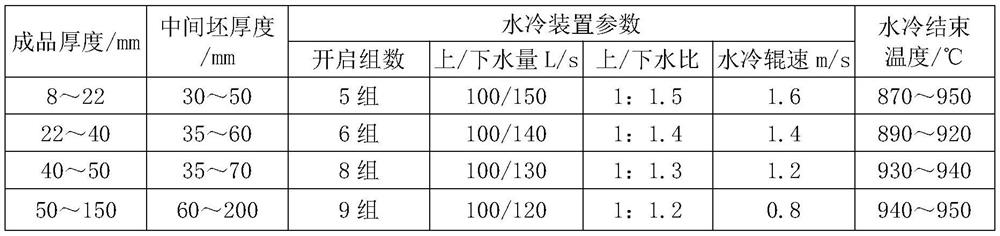
[0030] The thickness of the slab is 200-300mm, the temperature of the slab furnace is 25-700°C, the temperature of the first stage of the heating furnace is 600-1100°C, the temperature of the second stage of the heating furnace is 1100±50°C, and the temperature of the third stage of the heating furnace is 1200±50°C , the temperature in the soaking section...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More