

Machining method for deep inclined two-section hole in engine case
A technology of engine case and processing method, which is applied in the direction of metal processing equipment, manufacturing tools, drilling/drilling equipment, etc., and can solve the problems such as unqualified coaxiality of the first section of the inclined hole and the second section of the inclined hole, etc. Achieve the effect of small deflection angle and guarantee the coaxiality requirement
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0028] The embodiments of the present invention will be described in detail below with reference to the accompanying drawings, but the present invention can be implemented in various ways defined and covered below.
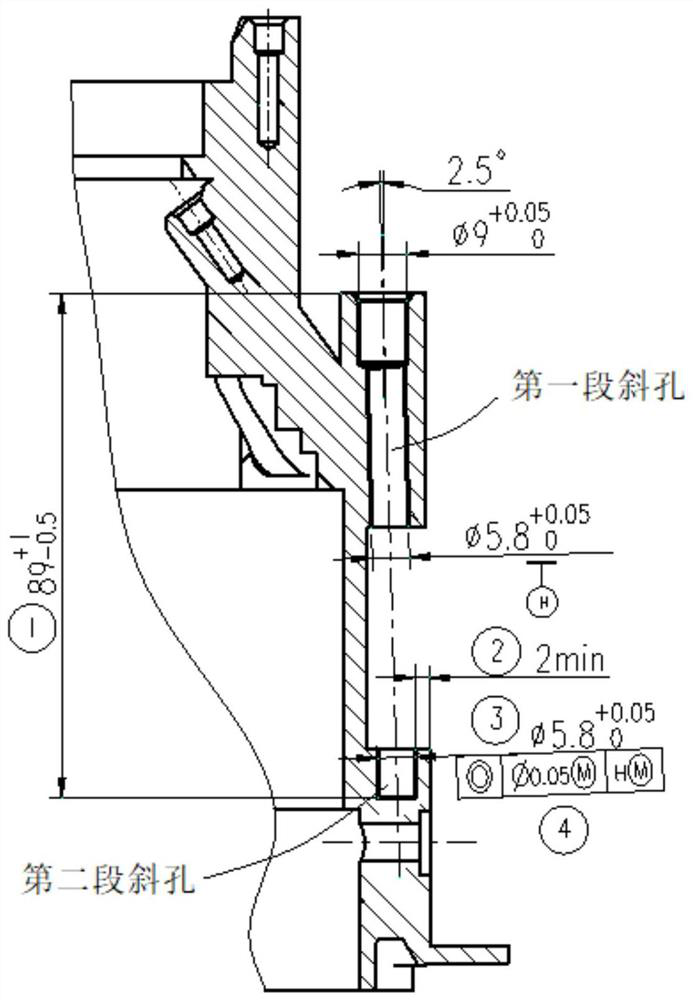
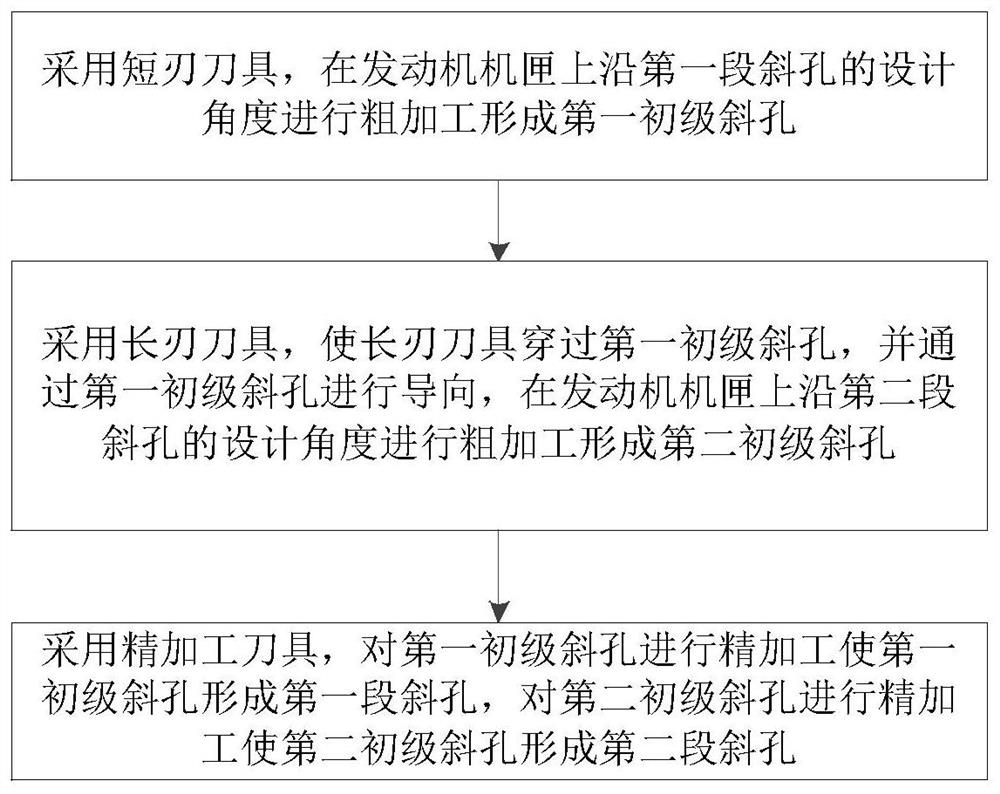
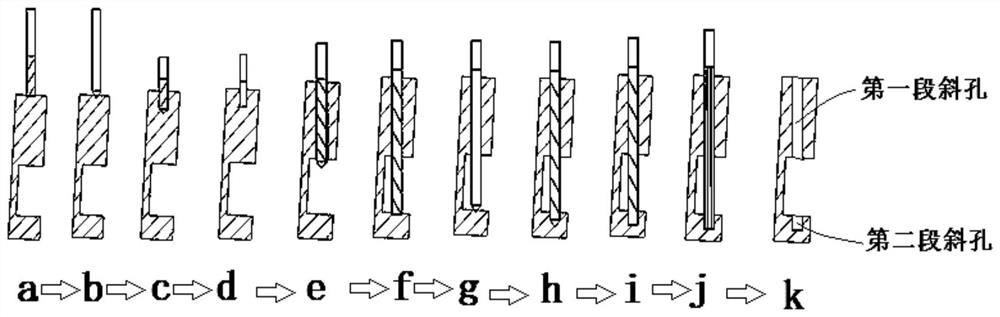
[0029] figure 1 It is a structural schematic diagram of the engine case of the present invention; figure 2 It is a flow chart of the processing method of the deep oblique two-stage hole on the engine casing of the preferred embodiment of the present invention; image 3 It is a schematic diagram of the processing method of the deep oblique two-stage hole on the engine casing of the preferred embodiment of the present invention; Figure 4 is a structural schematic diagram of a drill bit in a preferred embodiment of the present invention; Figure 5 yes Figure 4 The front view of the drill in ; Figure 6 yes Figure 4 The first side view of the drill bit in; Figure 7 yes Figure 4 Second side view of the drill bit in .
[0030] Such as figure 2 and imag...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More