

Tire vulcanization production line
A tire vulcanization and production line technology, applied in tires, household appliances, other household appliances, etc., can solve the problem of low material filling efficiency and achieve the effect of improving filling efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0067] The following is attached Figure 1-7 The application is described in further detail.
[0068] The embodiment of the present application discloses a tire vulcanization production line, which is mainly used in the field of tire vulcanization production.
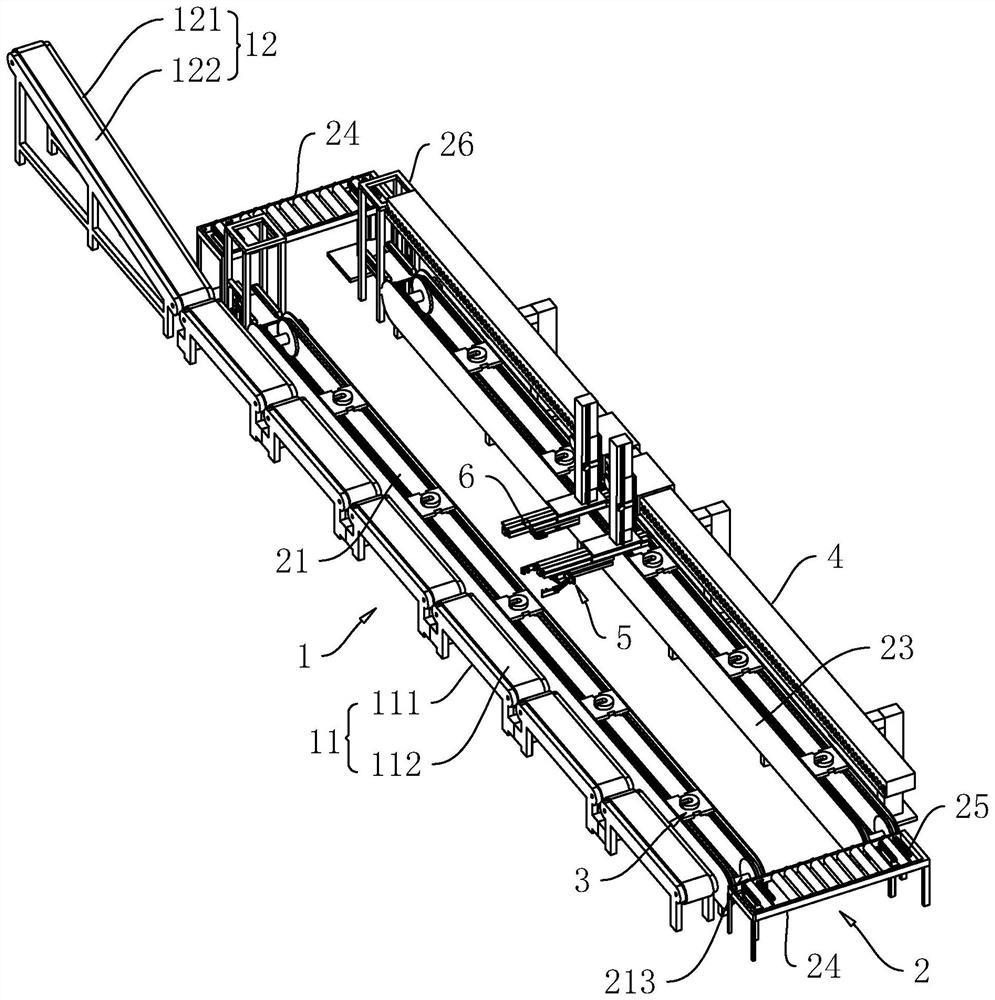
[0069] refer to figure 1 , a tire vulcanization production line, including a discharge conveying system 1, a rotary conveying system 2 and a moving clamping unit.
[0070] When setting up a production line, first arrange multiple vertical vulcanizers along the same straight line, and make the filling sides of multiple vertical vulcanizers face the same side. Then the discharge conveying system 1 is installed horizontally on the discharge side of multiple vertical vulcanizers, and the conveying direction of the discharge conveying system 1 is the same as that of the multiple vertical vulcanizers. The finished tire of machine vulcanization can be directly placed in the discharge conveying system 1 to be transported out...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More