Torsion beam internal high-pressure one-time forming method
A technology of internal high pressure and torsion beam, which is applied to vehicle components, transportation and packaging, etc., can solve problems affecting the performance of torsion beams, shape asymmetry, mold clamping rotation offset, etc., to reduce equipment requirements and energy consumption, and improve Product stability, the effect of reducing intermediate processes
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
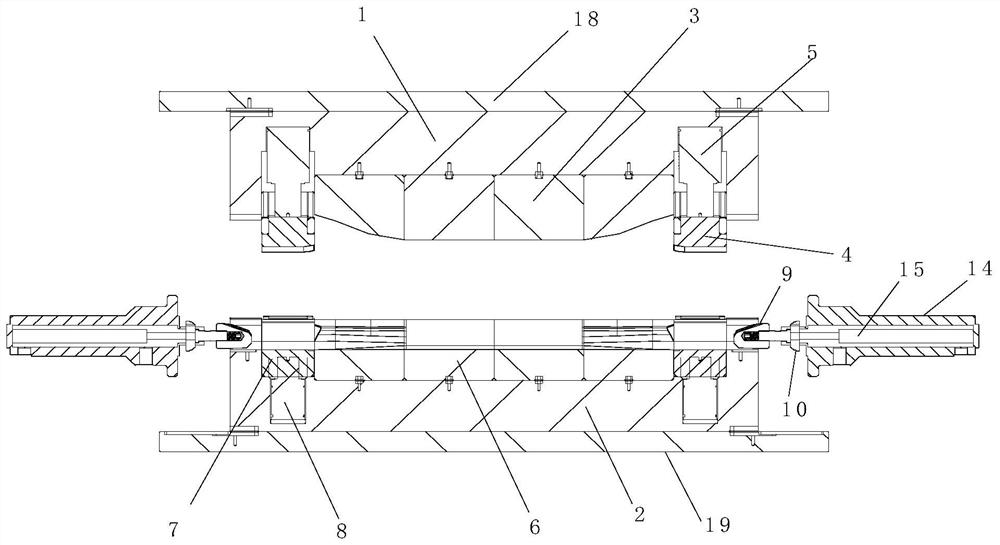
[0025] refer to Figure 1-Figure 3 , the present invention proposes a high-pressure one-time forming method in a torsion beam, comprising the following steps:
[0026] S1. Open the forming mold;
[0027] The forming die includes an upper die and a lower die arranged up and down. The upper die includes an upper die base 1, the bottom end of the upper die base 1 is provided with an upper forming insert 3, and the bottom end of the upper die base 1 is located on both sides of the upper forming insert 3. There are upper installation grooves, and the upper installation grooves are movably arranged. There is a pressing block 4 , the bottom of the upper installation groove is provided with a first driving mechanism 5 for driving the pressing block 4 to move up and down, and the bottom surface height of the pressing block 4 is lower than that of the upper forming insert 3 . The top of the lower die base 2 is provided with a lower forming insert 6, the top of the lower die base 2 is ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More