

Method and apparatus for reducing and sizing hot rolled ferrous products
A cross-section, steel technology, applied in the field of reducing the cross-section size of hot-rolled steel products and adjusting its diameter and rolling tools, can solve the problems of not being so effective
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
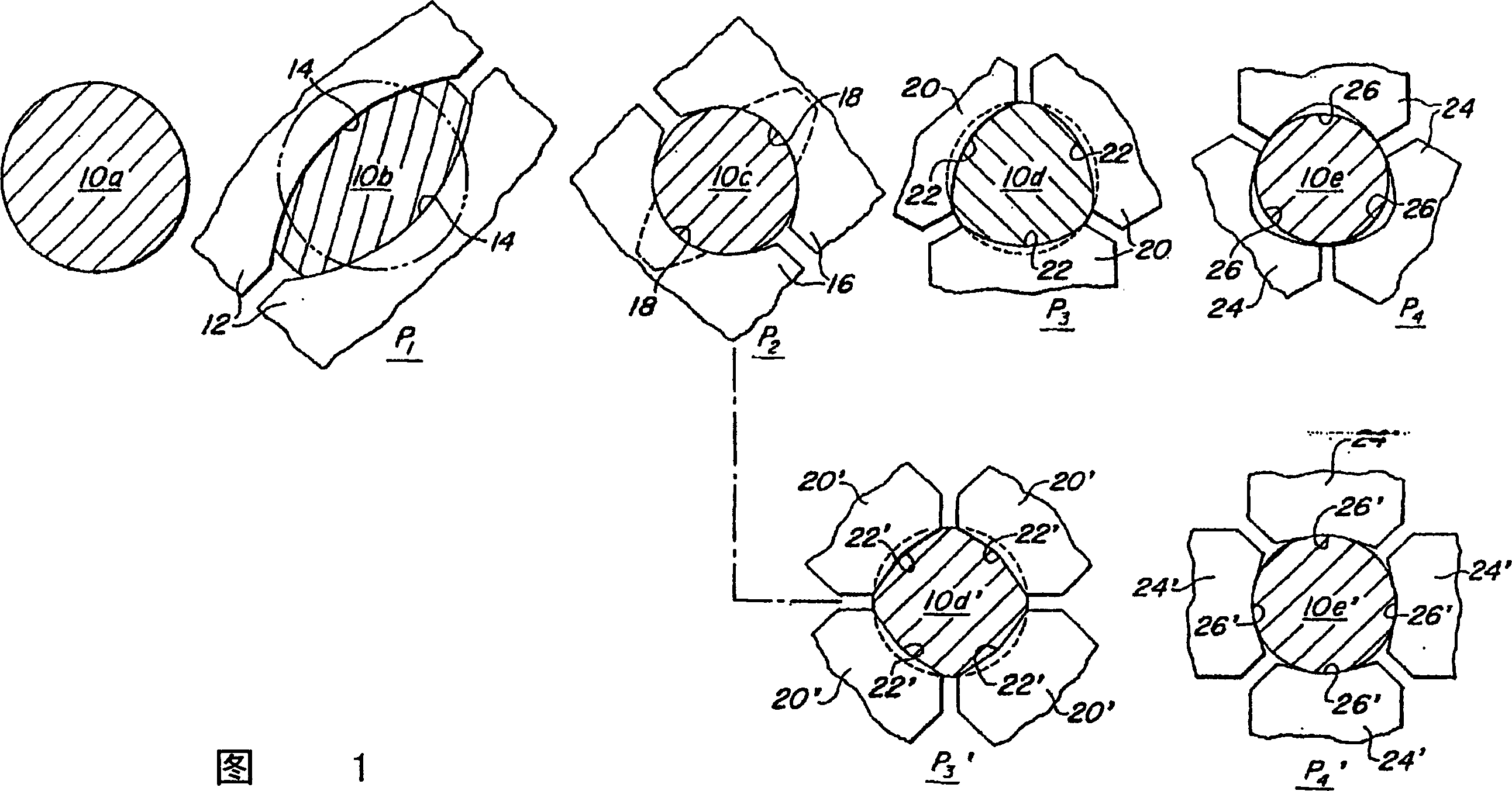
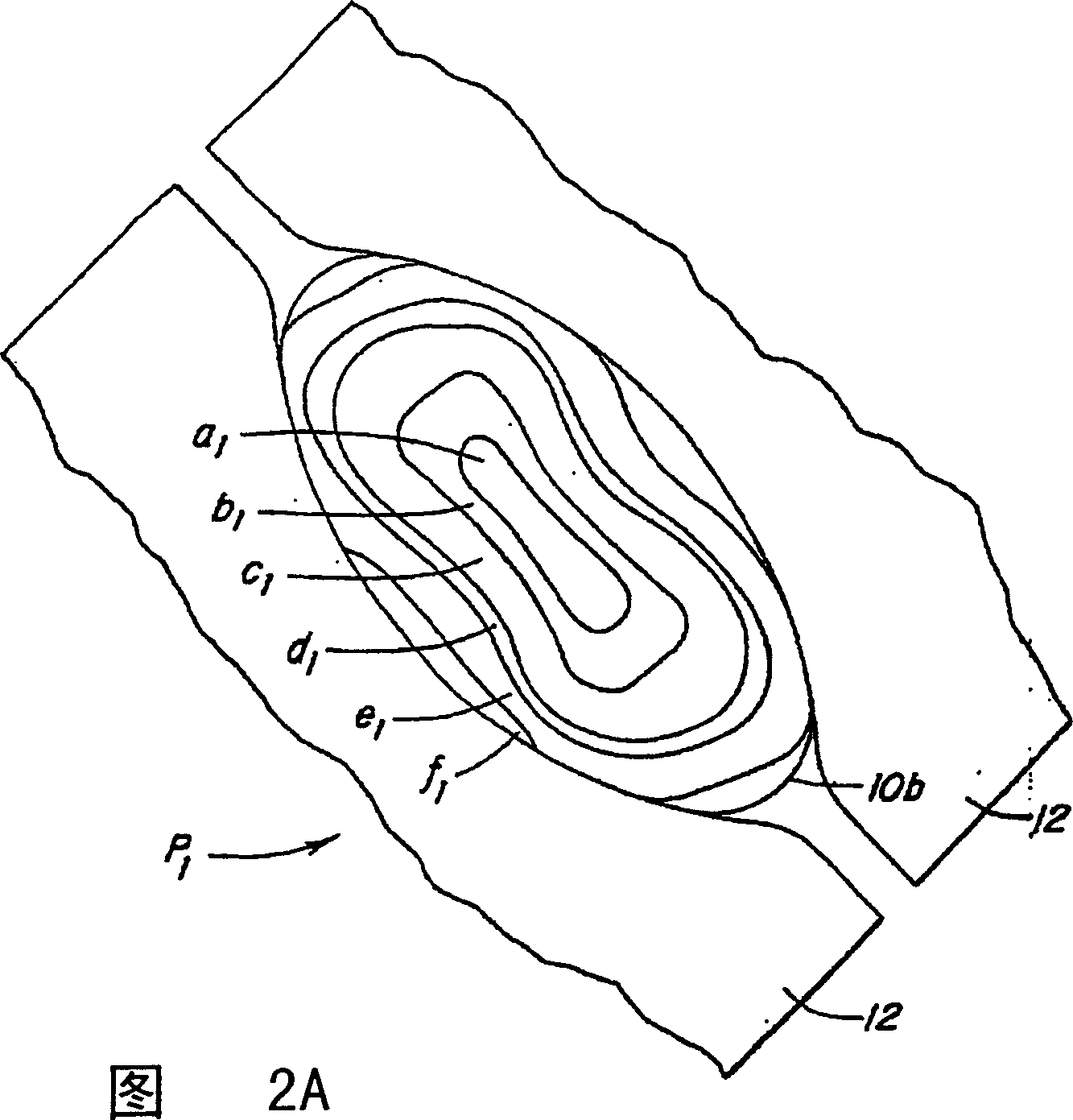
[0023] Referring to Fig. 1 first, according to the present invention, a rolling process sequence includes P 1 -P 4 Four passes are configured to roll a circular process section 10a to a finished section 10e. Pass P1 is defined by two work rolls 12 having grooves configured to roll a circular process section 10a into an oval section 10b.
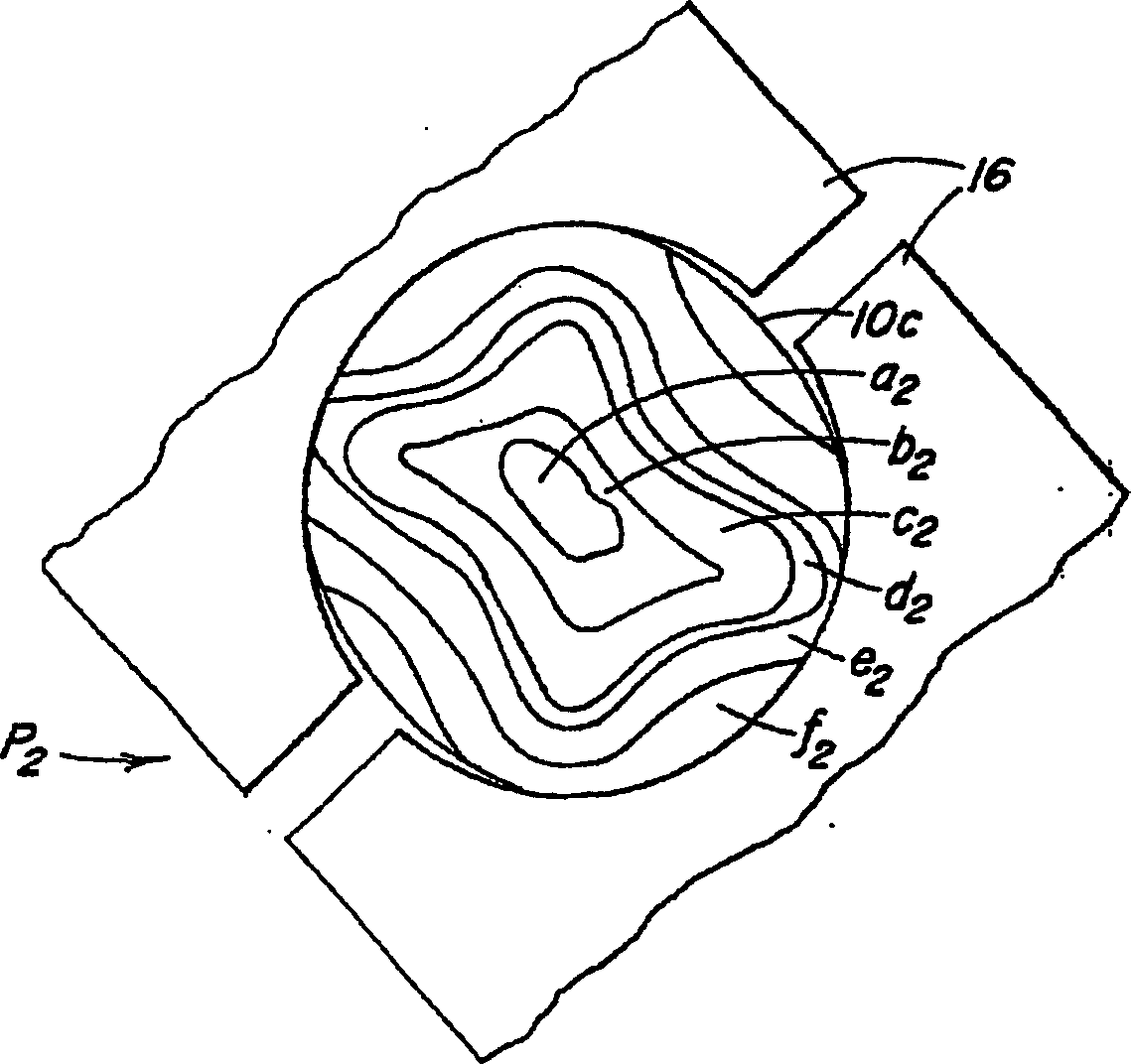
[0024] Pass P2 is defined by two work rolls 16 having grooves configured to roll an elliptical section 10b into a circular course section 10c. According to the rolling process adopted, the rolling times P 1 , P 2 It is stipulated that the cross section can be reduced by about 20-55%, among which, in the rolling time P 1 The fracture surface is reduced by about 11-28%, and the rolling times P 2 The fracture surface is reduced by about 10-23%.
[0025] Roll times P 3 Delimited by three work rolls 20 having grooves 22 configured to roll a circular course section 10c into another circular course section 1Od. Roll times P 4 Also defined b...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More