

Low-alloy high-strength cast steel for low temperature and preparation method thereof
A low-alloy, cast steel technology, applied in the field of alloy material casting, can solve the problems of increasing the tendency of cast steel deformation and cracking, which is not conducive to the safe use of materials, achieve low cost, excellent low-temperature toughness and welding performance, and improve metallurgical quality effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
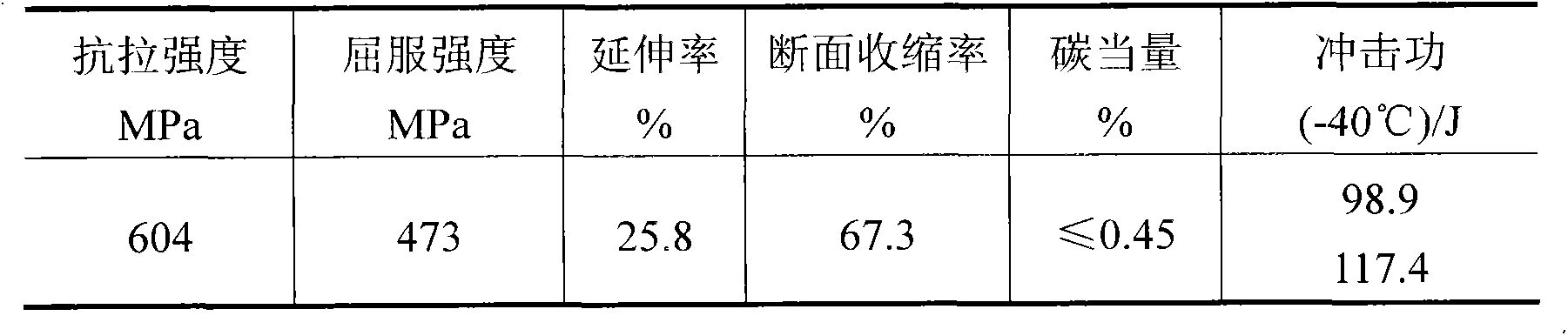
Embodiment 1
[0029] 1.1 Mass percentage composition of low-alloy high-strength cast steel:
[0030] Carbon 0.11%, manganese 0.39%, silicon 0.26%, phosphorus 0.015%, sulfur 0.0087%, nickel 1.18%, chromium 0.26%, molybdenum 0.25%, vanadium 0.07%, copper 0.025%, aluminum 0.01%, iron balance.
[0031] 1.2 Preparation method:
[0032](1) Smelting: Using electric furnace + argon-oxygen decarburization dual smelting process, when 2 / 3 of the molten steel is melted, put iron-manganese, iron-silicon, iron-molybdenum alloy and electrolytic nickel, mix evenly, wait until completely melted, and then put in Purify molten steel with pure aluminum deoxidizer;
[0033] (2) Pouring: The temperature of the molten steel is 1650-1700°C. After the molten steel is calmed in the ladle for 2-3 minutes, the pouring begins, and the pouring temperature is controlled at 1590-1620°C;
[0034] (3) Heat treatment: After pouring and molding, the casting should be normalized and high-temperature tempered. The normalizing...
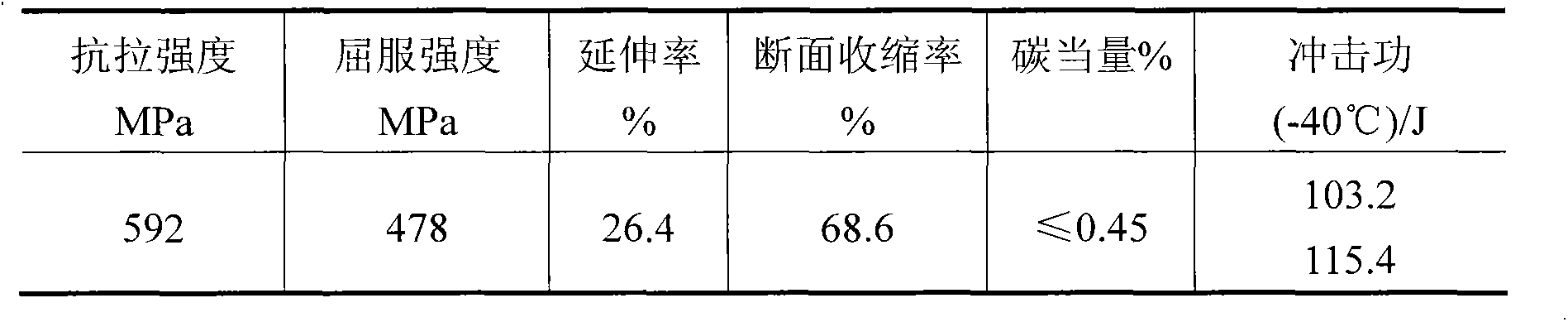
Embodiment 2
[0039] 2.1 Mass percentage composition of low-alloy high-strength cast steel: the composition and mass percentage content of each element are the same as in Example 1.
[0040] 2.2 Preparation method:
[0041] (1) Smelting: Using electric furnace + argon-oxygen decarburization dual smelting process, when 2 / 3 of the molten steel is melted, put iron-manganese, iron-silicon, iron-molybdenum alloy and electrolytic nickel, mix evenly, wait until completely melted, and then put in Purify molten steel with pure aluminum deoxidizer;
[0042] (2) Pouring: The temperature of the molten steel is 1650-1700°C. After the molten steel is calmed in the ladle for 2-3 minutes, the pouring begins, and the pouring temperature is controlled at 1590-1620°C;
[0043] (3) Heat treatment: After pouring and molding, the casting should be normalized and high-temperature tempered. The normalizing temperature is 880°C, and the tempering temperature is 590°C. After holding for 1.5 hours, it is air-cooled ...
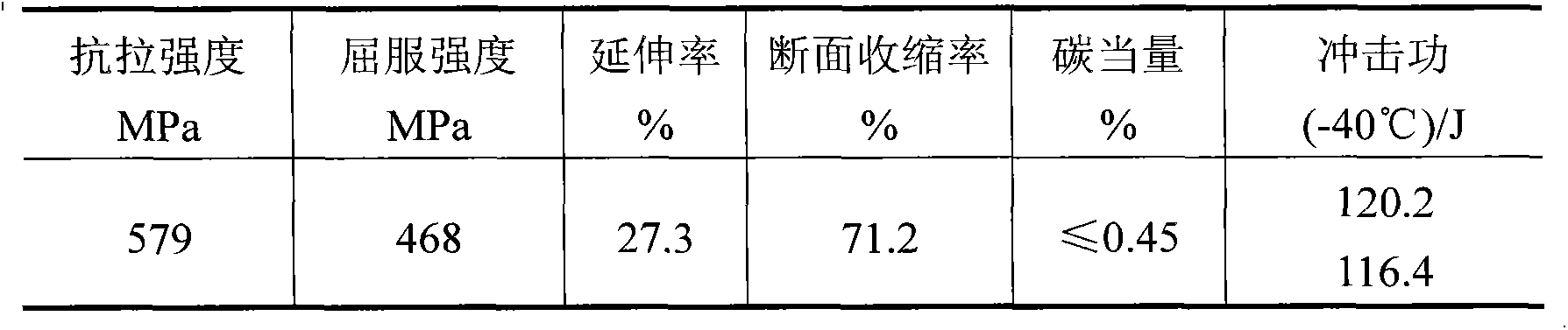
Embodiment 3
[0048] 3.1 Mass percent composition of low-alloy high-strength cast steel: The composition is the same as in Example 1.
[0049] 3.2 Preparation method
[0050] (1) Smelting: Using electric furnace + argon-oxygen decarburization dual smelting process, when 2 / 3 of the molten steel is melted, put iron-manganese, iron-silicon, iron-molybdenum alloy and electrolytic nickel, mix evenly, wait until completely melted, and then put in Purify molten steel with pure aluminum deoxidizer;
[0051] (2) Pouring: The temperature of the molten steel is 1650-1700°C. After the molten steel is calmed in the ladle for 2-3 minutes, the pouring begins, and the pouring temperature is controlled at 1590-1620°C;
[0052] (3) Heat treatment: After pouring and molding, the casting should be normalized and high-temperature tempered. The normalizing temperature is 880°C, and the tempering temperature is 600°C. Then it is kept for 1.5 hours and then air-cooled to obtain low-alloy high-strength cast steel....
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More