

Processing control method for gear lapping machine
A control method and technology for a gear grinding machine, applied in the field of gear grinding machines, can solve the problems of inconvenience, inaccuracy, given load braking torque parameters, etc., and achieve the effect of convenient processing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
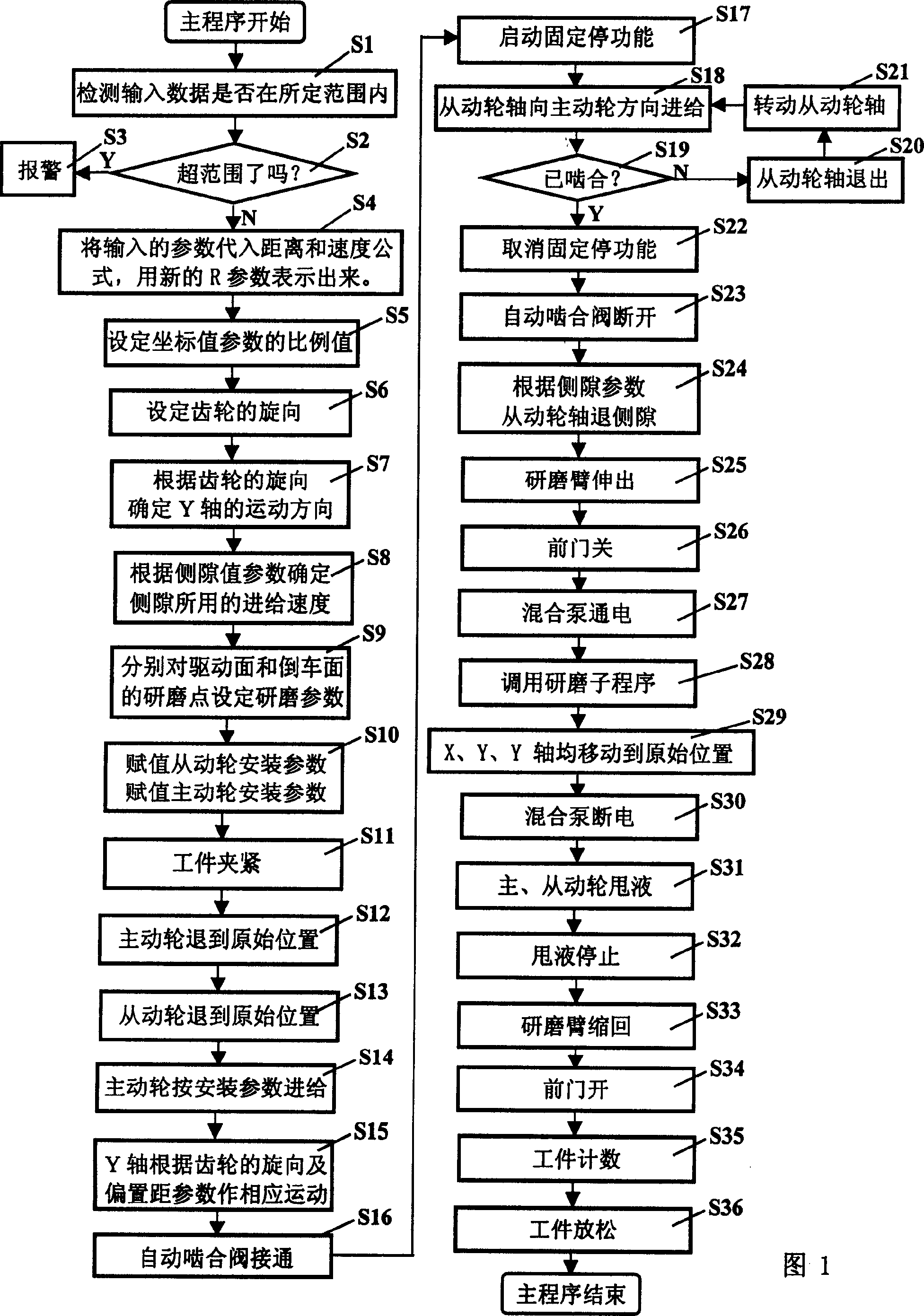
[0017] Next, the processing control method of the gear grinding machine of the present invention will be described in detail in conjunction with the accompanying drawings and specific embodiments.
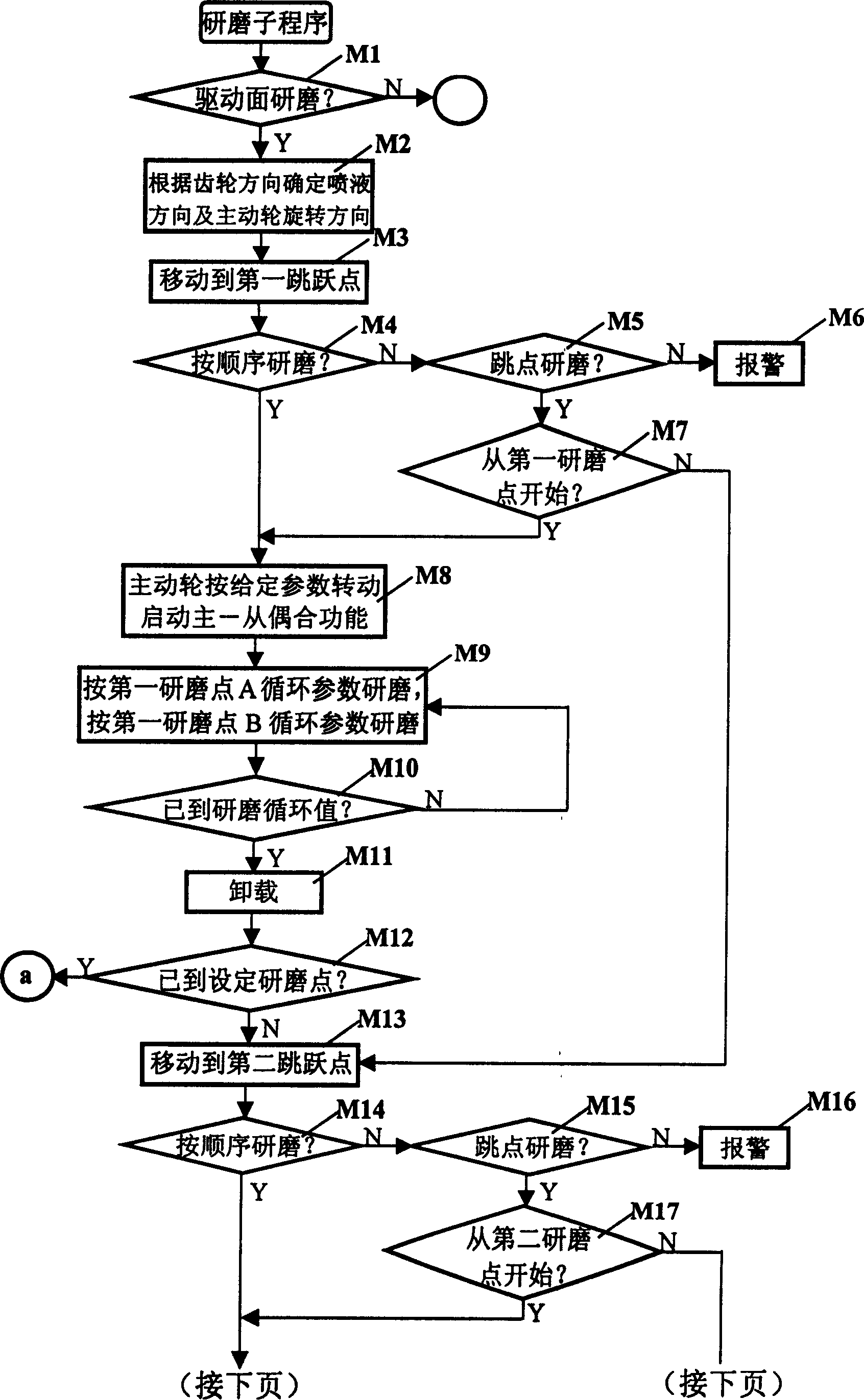
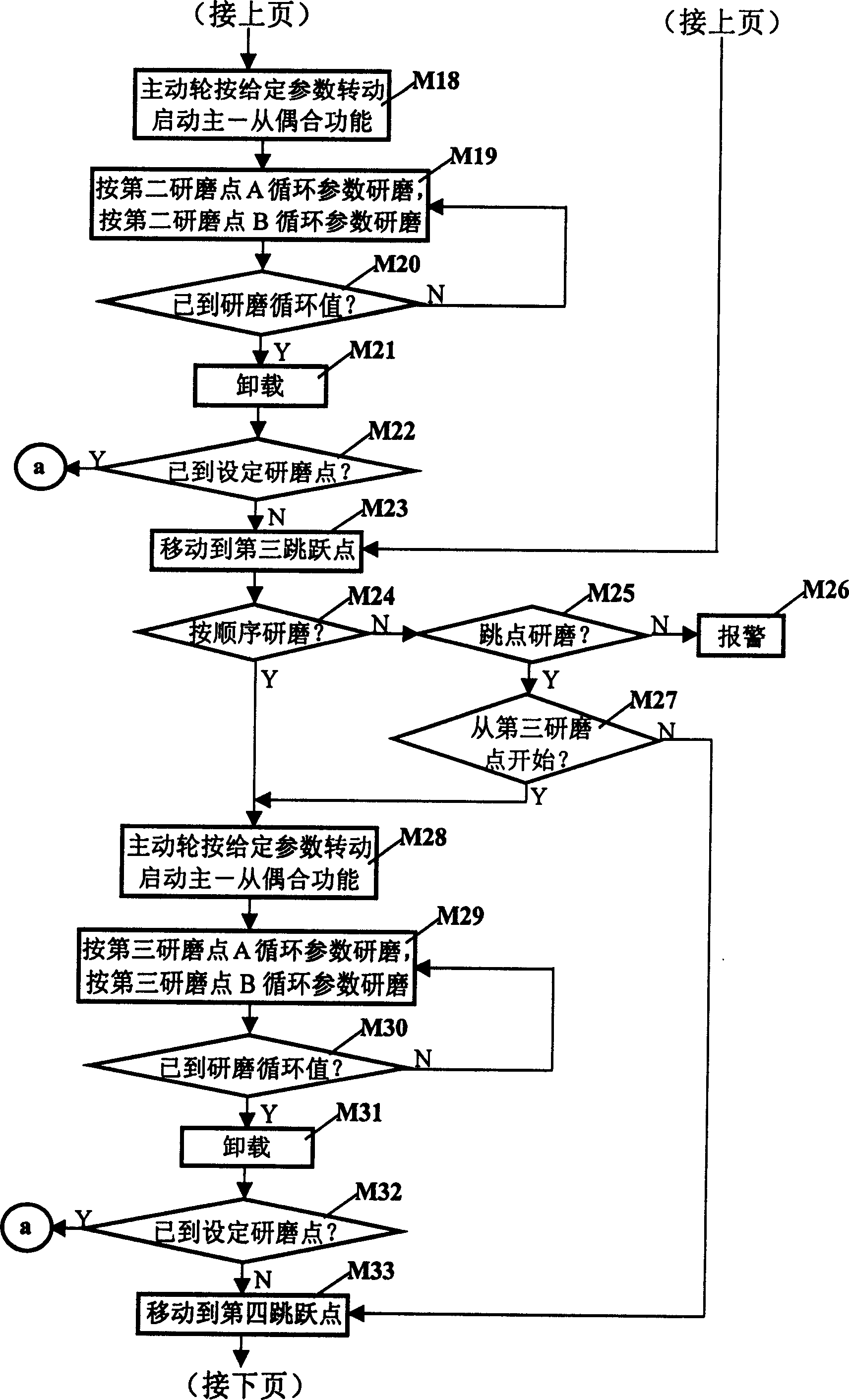
[0018] The processing control method of the gear grinding machine of the present invention includes the stage of detecting whether the input data is within the set range; the stage of setting the grinding parameters according to the input data; the stage of determining the rotation direction of the gear; The stage of feed speed and the stage of setting grinding parameters; the stage of entering the grinding preparation; the stage of meshing between the driving wheel and the driven wheel; the stage of backlash of the driven wheel shaft according to the backlash value parameter; the stage of extending the grinding arm; The stage of powering on the mixing pump by the front door; the stage of calling the grinding cycle subroutine for grinding; the stage of resetting after grinding; the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More