

Injection compression moulding
a technology of injection compression and moulding rim, which is applied in the field of injection compression moulding, can solve the problems of difficult formation of rim closure ring, inability to form witness lines around the rim and limit the length to thickness ratio of the moulded articl
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
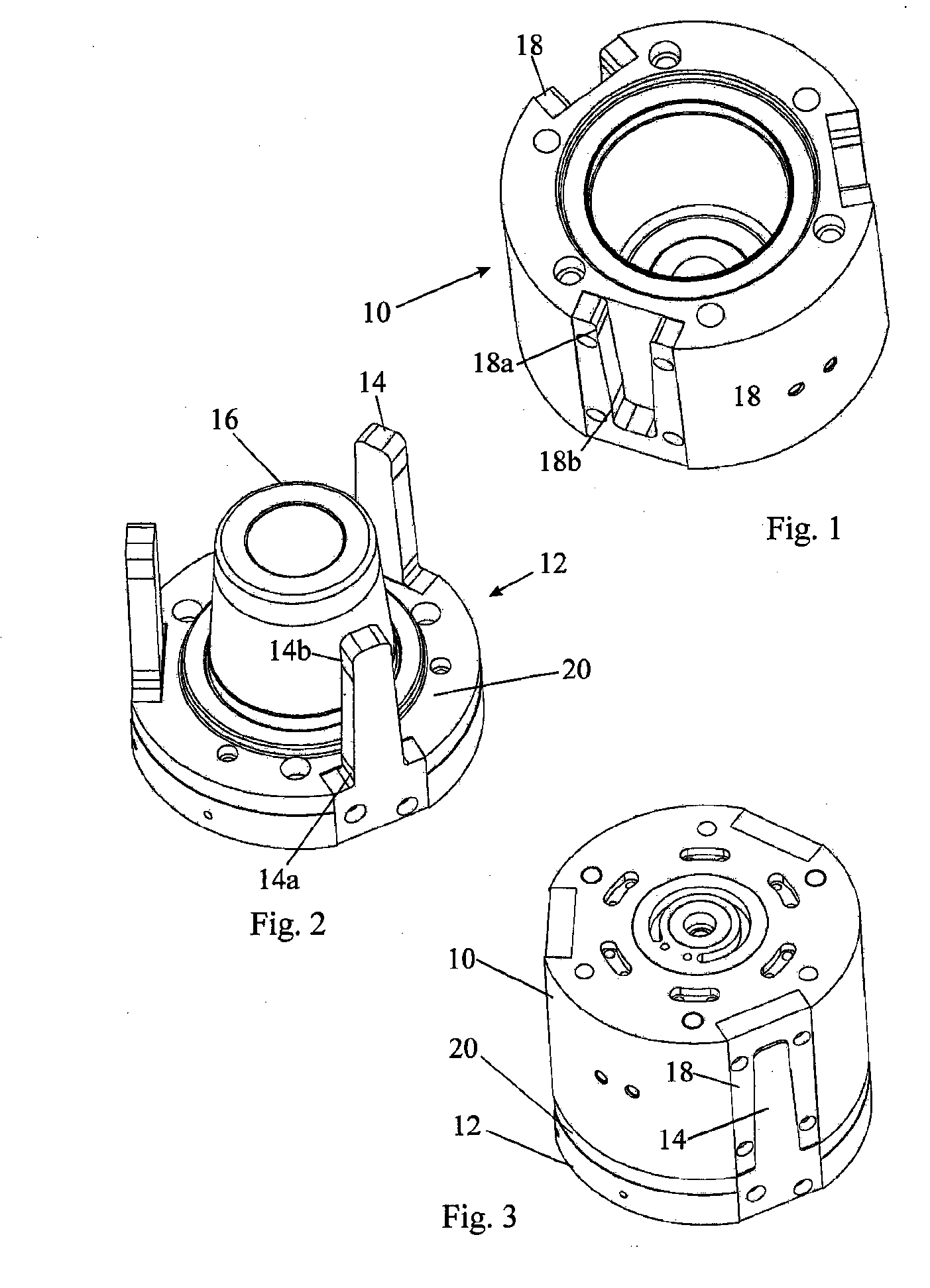
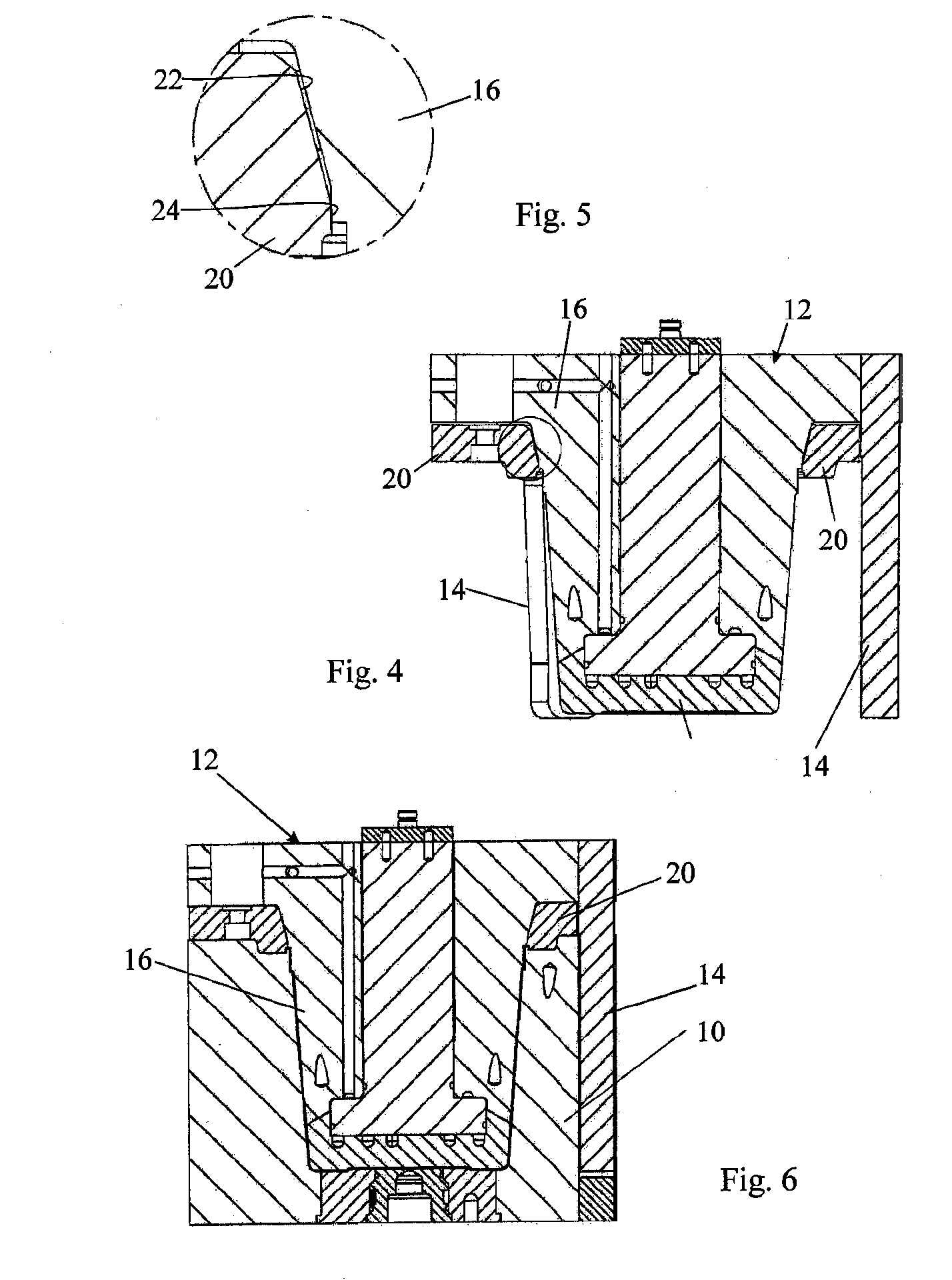
[0021] The figures show a single core / cavity set for an injection compression mould for making an article in the form of a drinking cup having a generally flat base, a frustro-conical side wall and a lip in the form of an inverted “U” surrounding the mouth of the cup. It will be appreciated that the core cavity / set may be one of many in a multi-cavity mould and that the different sets can be arranged side by side and / or stacked back to back. The ensuing description will, however, for simplicity, refer to a single cavity mould.
[0022] Referring to FIGS. 1, 2 and 3, the mould comprises a female mould part 10 and a core part 12 which fit into one another in the manner shown in FIG. 3 to leave between them a mould cavity having the desired shape of the drinking cup to be moulded.
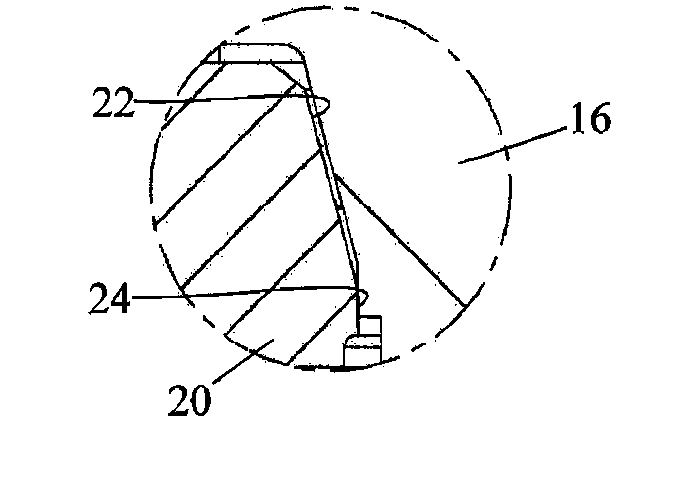
[0023] In the illustrated embodiment of the invention, three flat guide fingers 14 are firmly secured to the core part 12 to surround a central mould core 16 in accurately predetermined positions. Each of the g...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Angle | aaaaa | aaaaa |
| Angle | aaaaa | aaaaa |
| Length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More