

Shear-extrusion method
a technology of extrusion and shear, which is applied in the direction of metal extrusion, manufacturing tools, metal rolling arrangements, etc., can solve the problems of low productivity, low product cost, and high labor intensity of processing, and achieve high strain
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
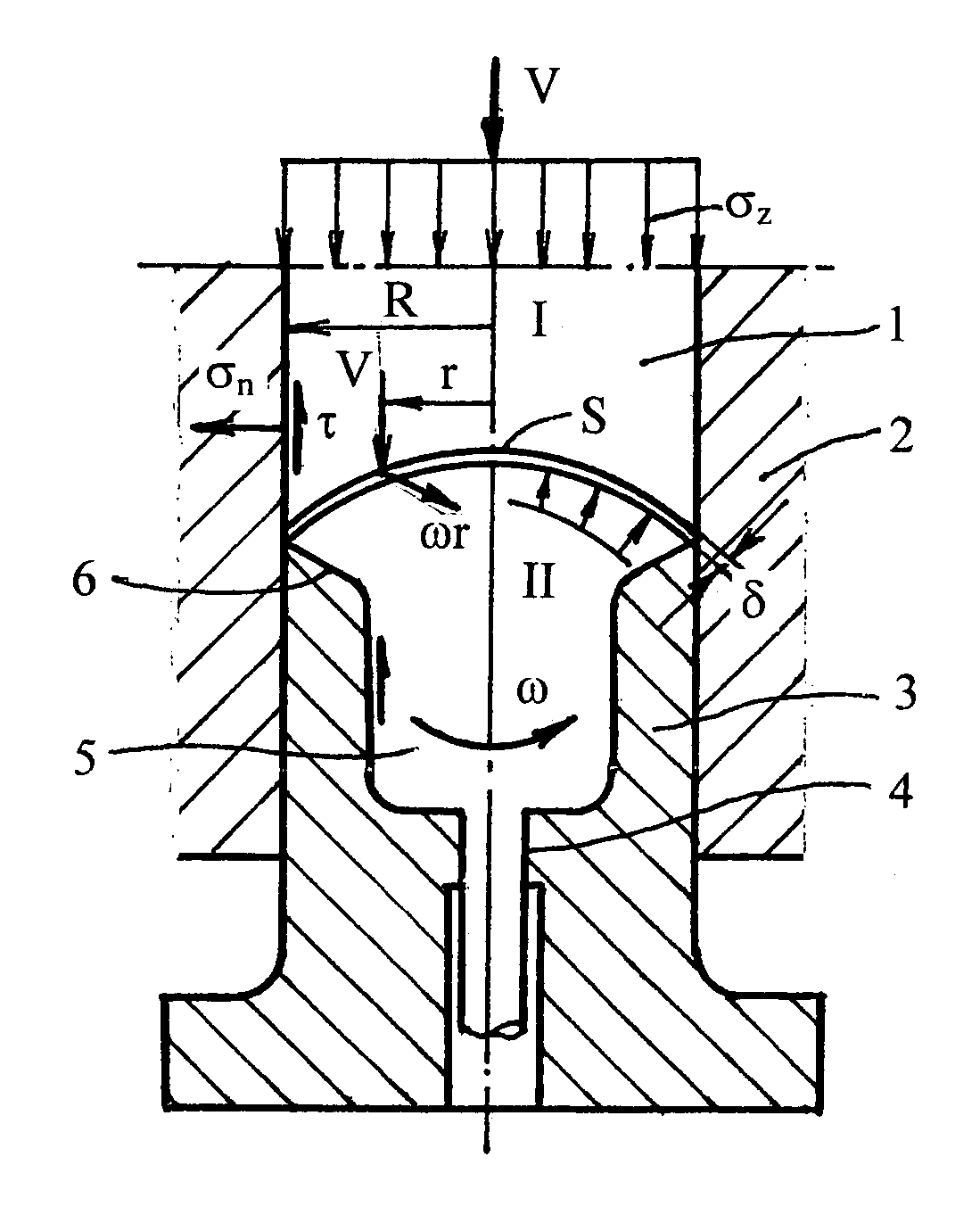
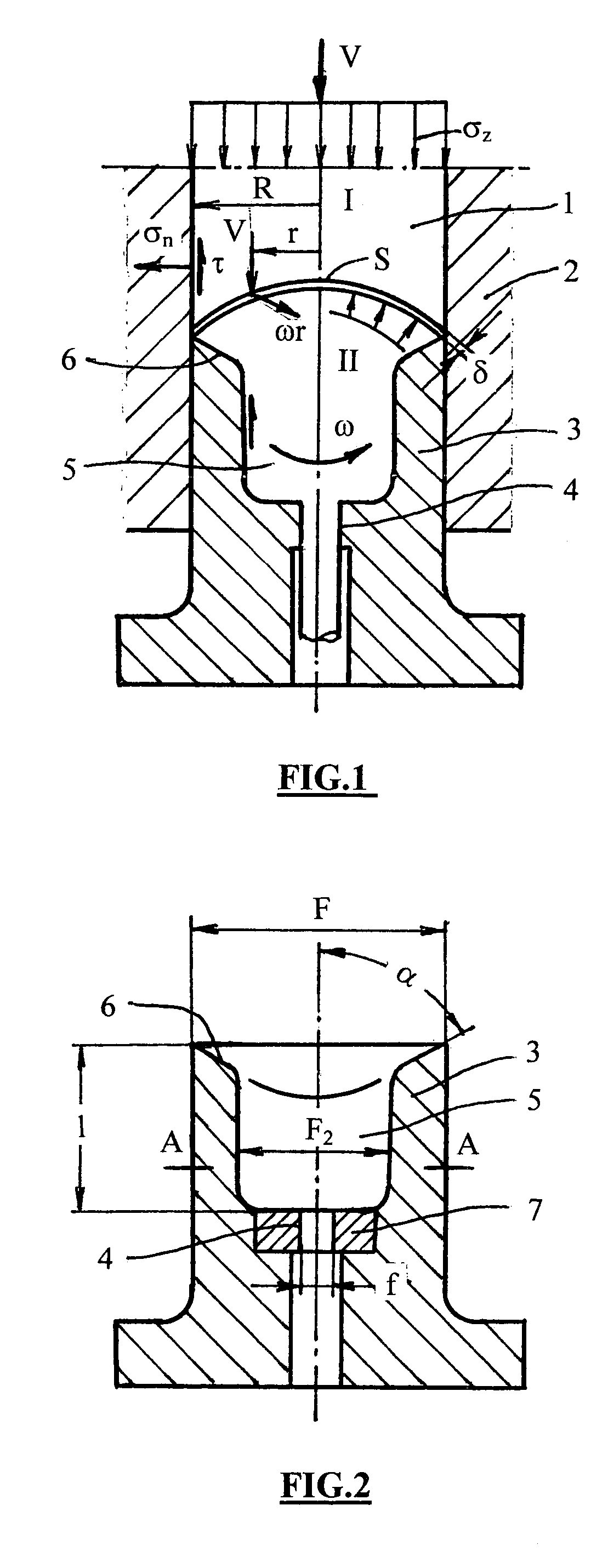
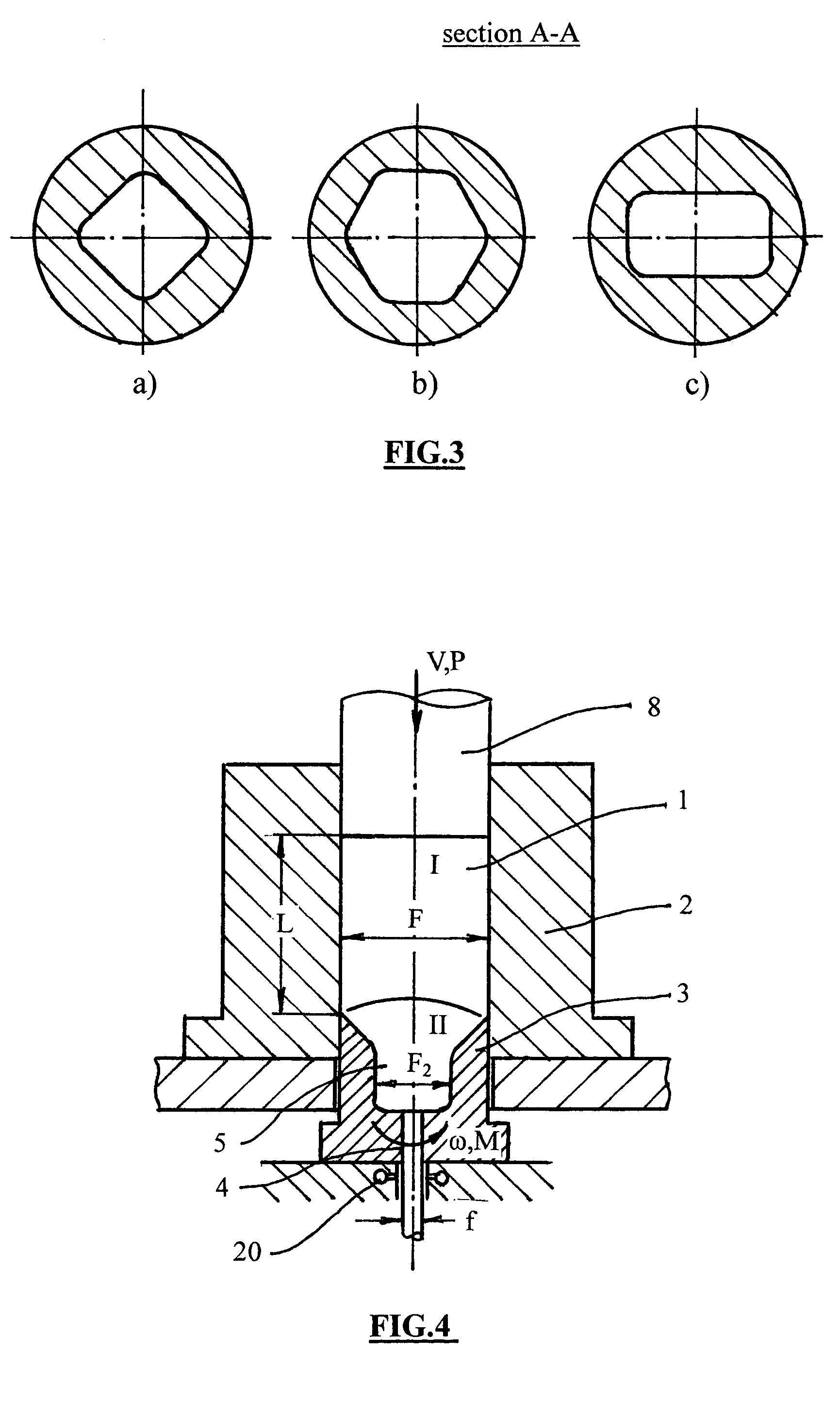
[0023]Now, the invention will be described in details with reference to accompanying figures. FIG. 1 shows the principle of the shear-extrusion process. Similarly to ordinary extrusion, a cylindrical billet 1 is placed into a container 2 of the extrusion tool. The billet 1 is forced for extruding from the container 2 through a die 3 under action of stresses σz applied by a press (does not shown) moving with an extrusion speed V. The extrusion die 3 is provided with an outlet orifice 4 which defines the extruded product. In contrast to known methods, the die 3 comprises an intermediate extrusion chamber 5 with a cone 6 and is rotated with an angular speed ω relative to the container 2 by an additional mechanism (does not shown). The chamber 5 has non-circular cross-sections of the sufficient length l. The transition cone 6 prevents the penetration of oxides, lubricants and other surface contaminations inside the extruded product. Details of the extrusion die are shown in FIG. 2. The ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| temperature | aaaaa | aaaaa |
| speed | aaaaa | aaaaa |
| angular speed | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More