

Vacuum electron beam welding process for square axle journal and axle pipe of support axle
A technology of vacuum electron beam welding and supporting bridge, which is applied in electron beam welding equipment, welding equipment, manufacturing tools, etc., can solve the problems of large deformation and need to be straightened, large environmental pollution, low welding strength, etc., to achieve high production efficiency, The effect of good welding performance and high welding accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
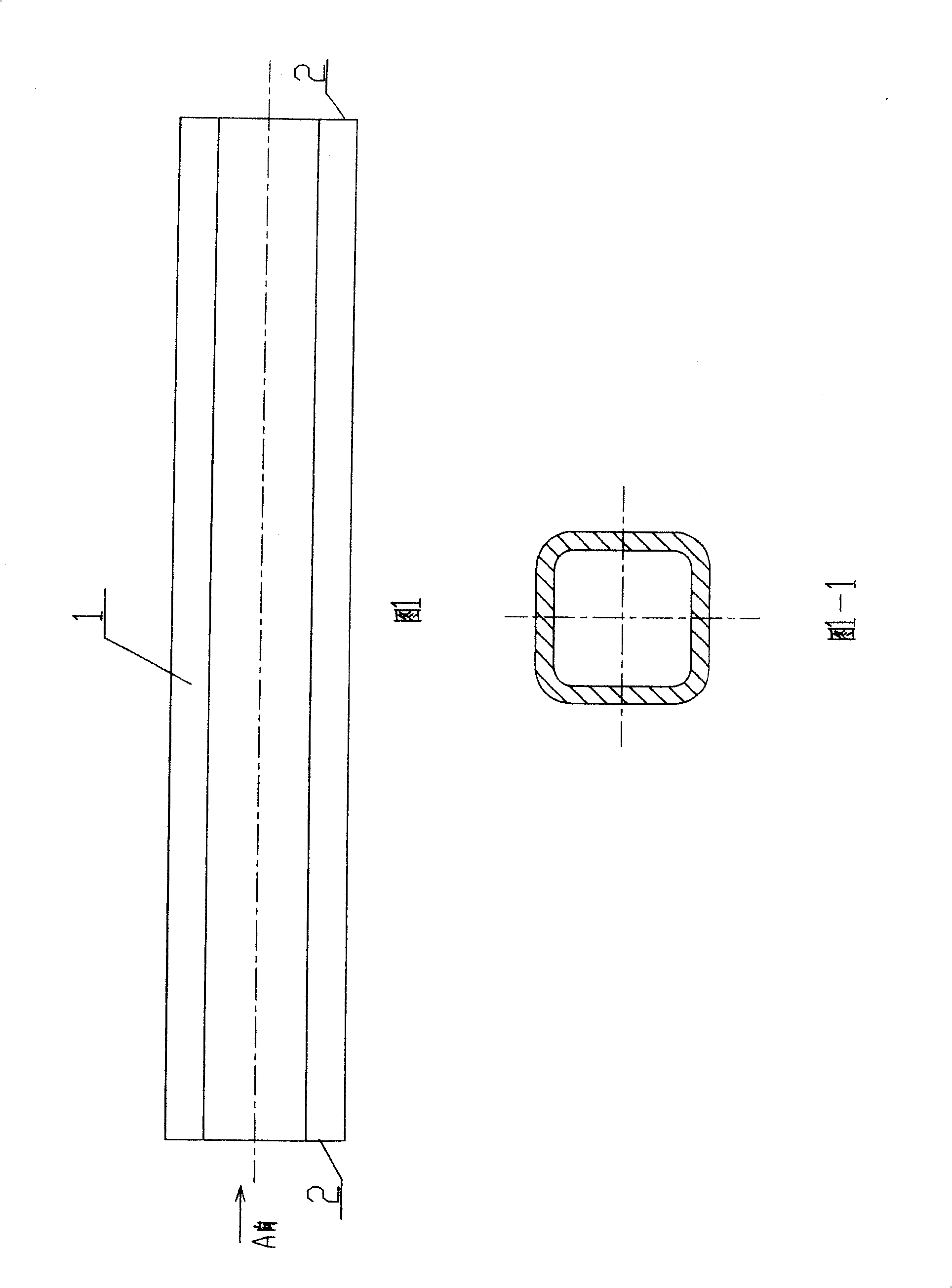
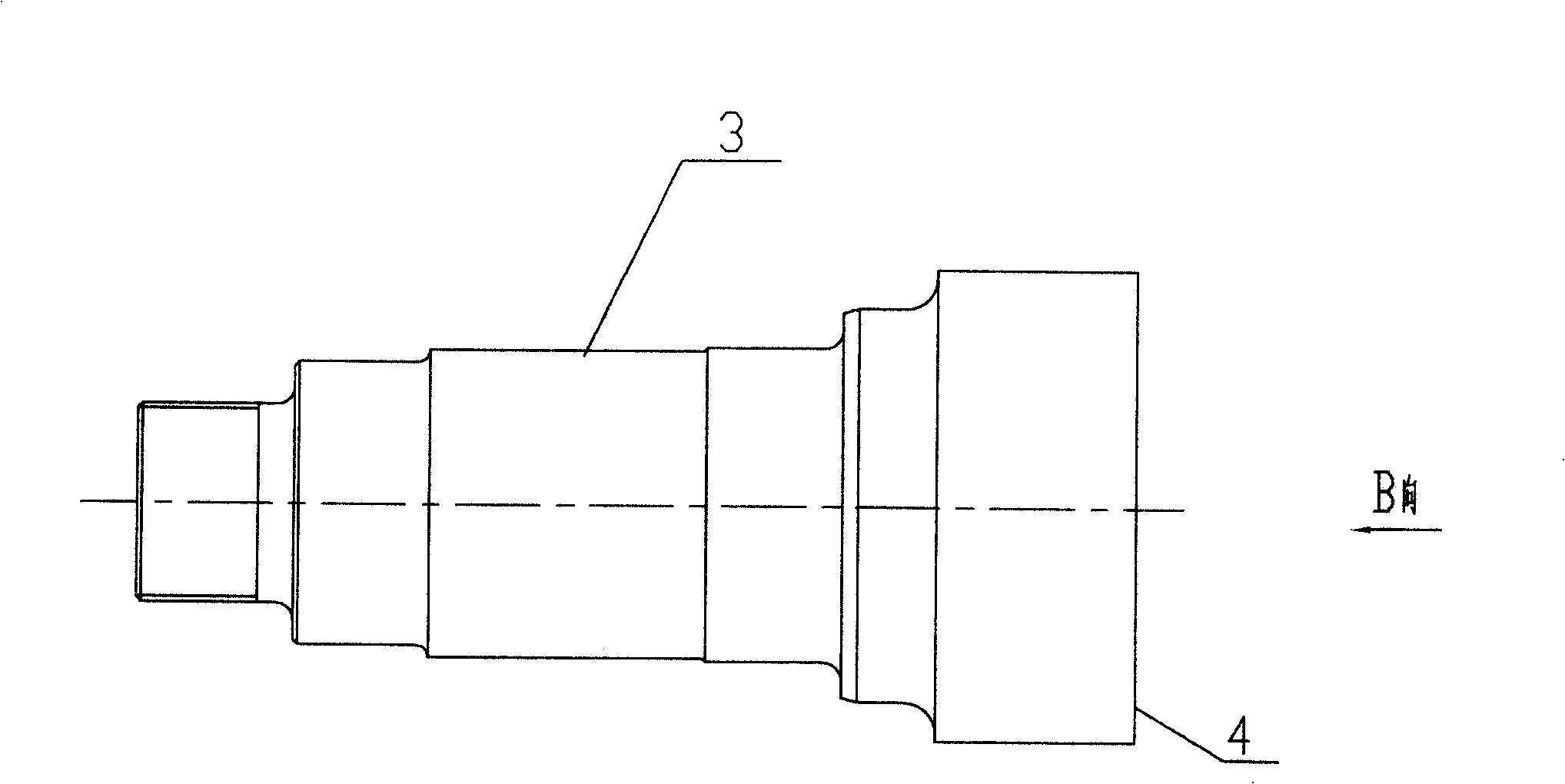
[0025] Firstly, after the square shaft head 3 and the square shaft tube 1 are fixed with tooling, the square shaft head 3 and the square shaft tube 1 are evenly spot welded at four points. Then use the intermediate frequency heating coil to heat the position of the welding seam to 200-250°C, and after heating for about 20-25 seconds, send the shaft head shaft tube into the vacuum chamber for vacuum electron beam welding.
[0026] Use the rotary vane mechanical pump and Roots pump to evacuate the vacuum chamber for about 120 seconds, and the vacuum degree of the vacuum chamber reaches ≥2×10 -1 Pa.
[0027] Set the welding parameters as follows: low point focus is 313mA, high point focus is 317mA, bias voltage is 1800V, filament current is 22A, electron gun high voltage is 80KV, low point beam current is 70mA, high point beam current is 90mA, welding ascending gradient 0.02 seconds, the welding descending gradient is 0.05 seconds, the workpiece rotation speed is 0.8rpm, and the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More