

High temperature alloy complex groove structure panel and flange liquid phase diffusion connecting method
A high temperature titanium alloy, liquid phase diffusion technology, applied in welding equipment, welding equipment, auxiliary welding equipment, etc., can solve the problems of welding parts deformation, injection hole deformation, affecting product performance, etc., to achieve firm and reliable connection, guarantee The effect of close contact and improved welding quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0009] (1) Perform pre-weld surface treatment on the high-temperature titanium alloy complex groove structure panels and flanges of the welded parts: use a detergent to remove oil stains on the surface of the welded parts, and pickle the surface of the welded parts.
[0010] (2) Pre-place the ultra-thin high-strength titanium alloy layer of the middle layer material between the panel and the flange before welding: spot-weld the ultra-thin high-strength titanium alloy layer of the middle layer material on the high-temperature titanium alloy with a low-power energy storage spot welding equipment The surface of complex grooved structural panels or flanges.
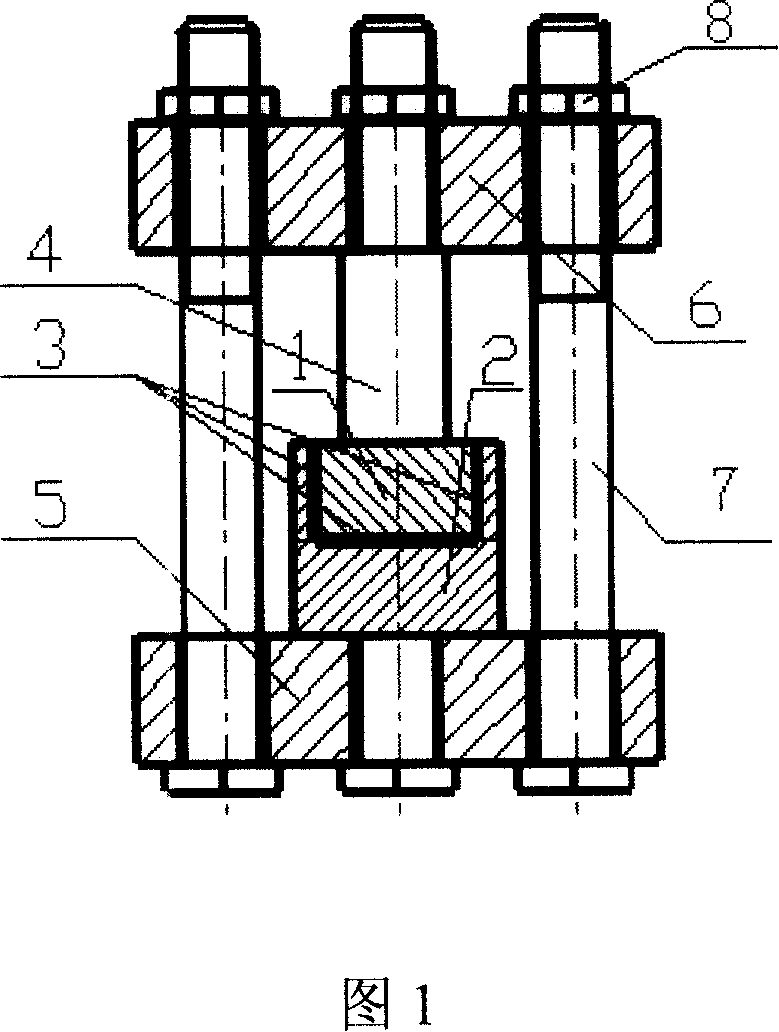
[0011] (3) Assemble the parts to be welded on the welding fixture: place the assembled panel 1 and flange 2 on the lower splint 5 of the welding fixture, then place the spacer 4 on the panel 1, and then press the upper splint 6 On the spacer 4, the upper splint 6 and the lower splint 5 are connected by bolts 7, and the nuts 8...
Embodiment 2
[0015] The difference from Example 1 is that the connection temperature in step (4) is 960° C., and the holding time is 50 minutes; the diffusion treatment temperature after solidification is 850° C., and the holding time is 90 minutes.
Embodiment 3
[0017] The difference from Example 1 is that the connection temperature in step (4) is 980° C., and the holding time is 60 minutes; the diffusion treatment temperature after solidification is 900° C., and the holding time is 180 minutes.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More