

Non-oriented electrical steel head and tail flash welding technique
A technology of grain-oriented electrical steel and process method, applied in the field of non-oriented electrical steel head and tail flash welding, can solve the problems of electrical steel welding seam easily broken belt, high maintenance technical requirements, deterioration of welding seam performance, etc., and achieve good plasticity and toughness. , no overlap phenomenon, the effect of improving the quality of the weld
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
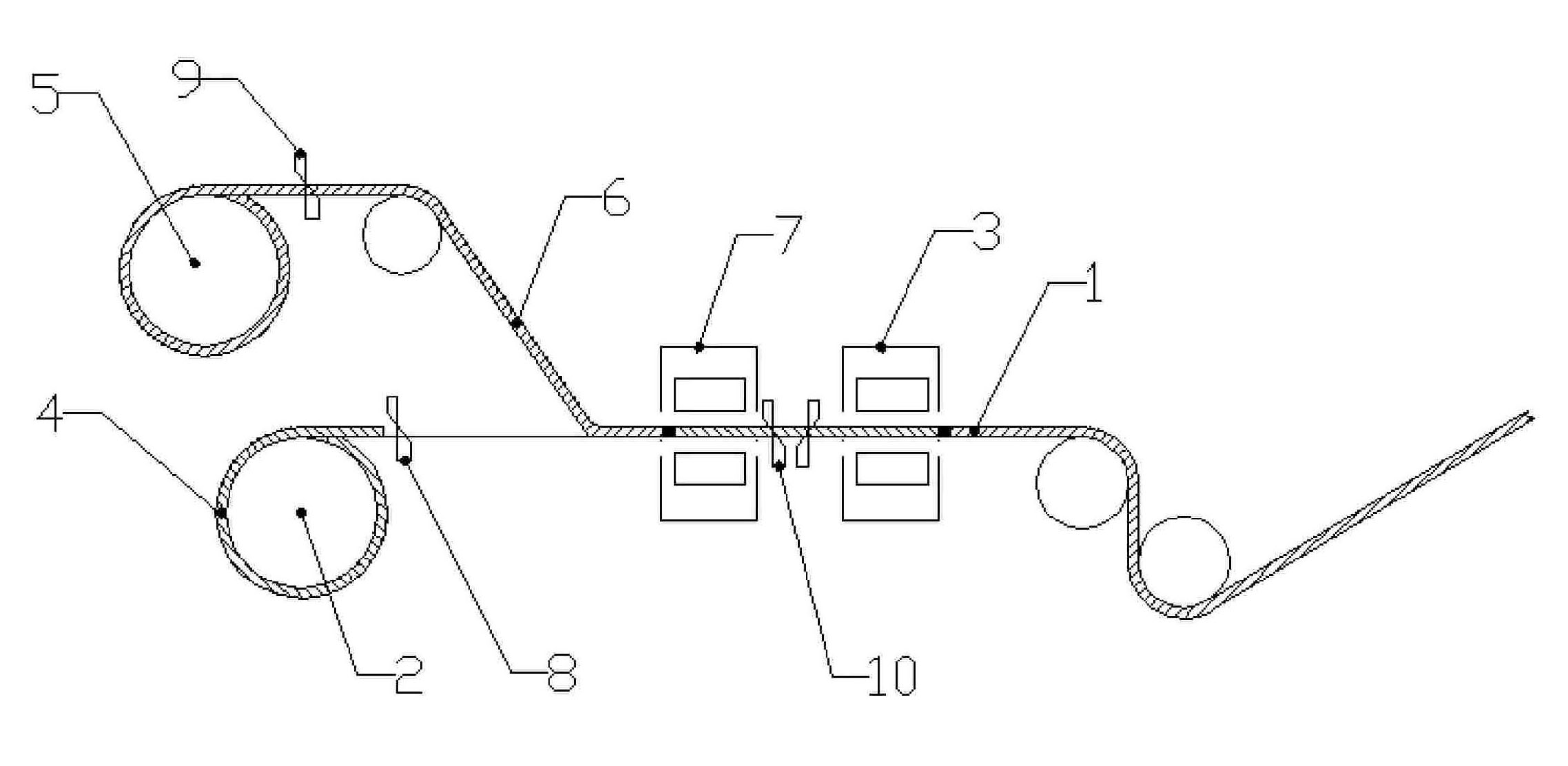
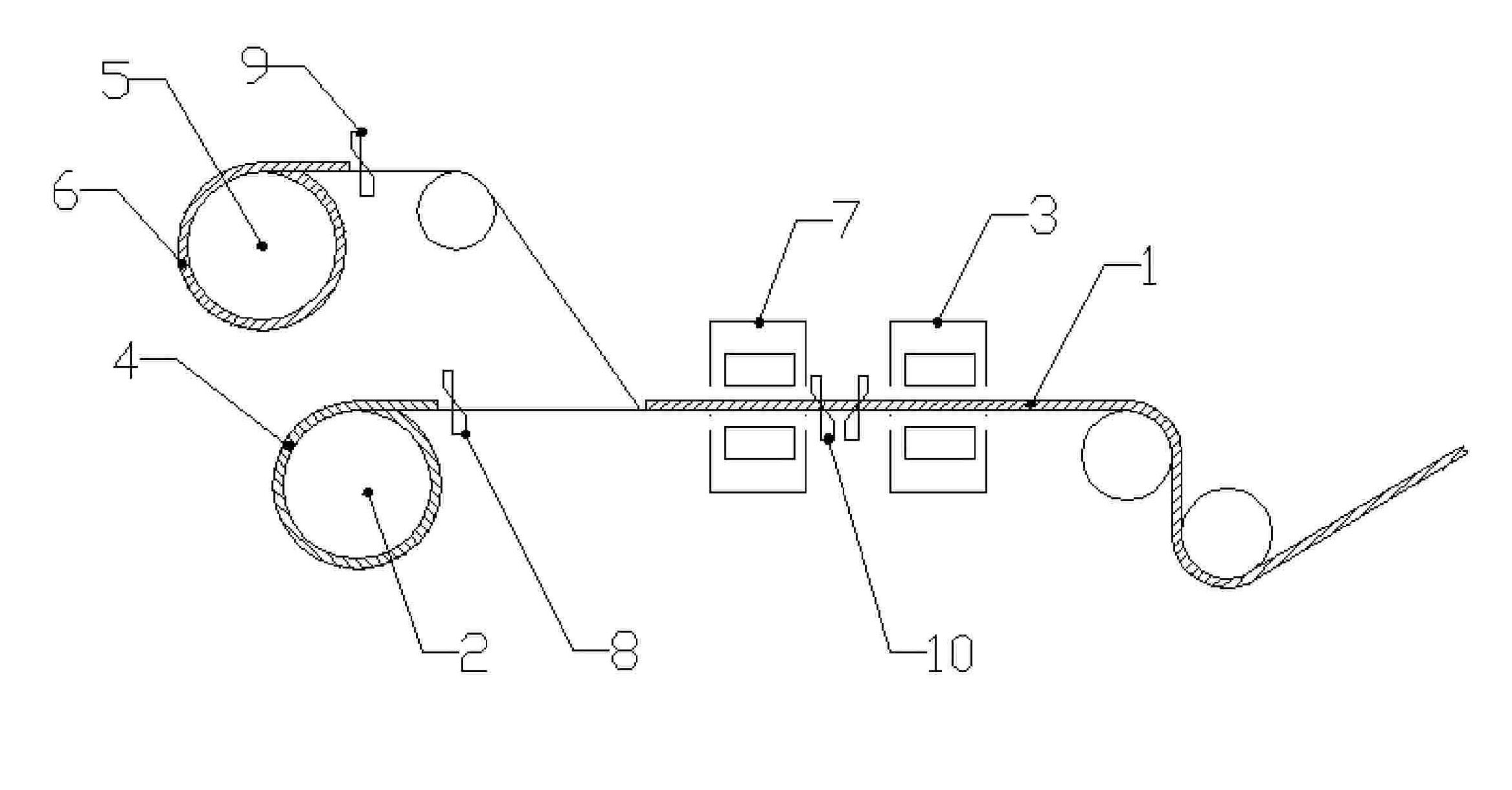
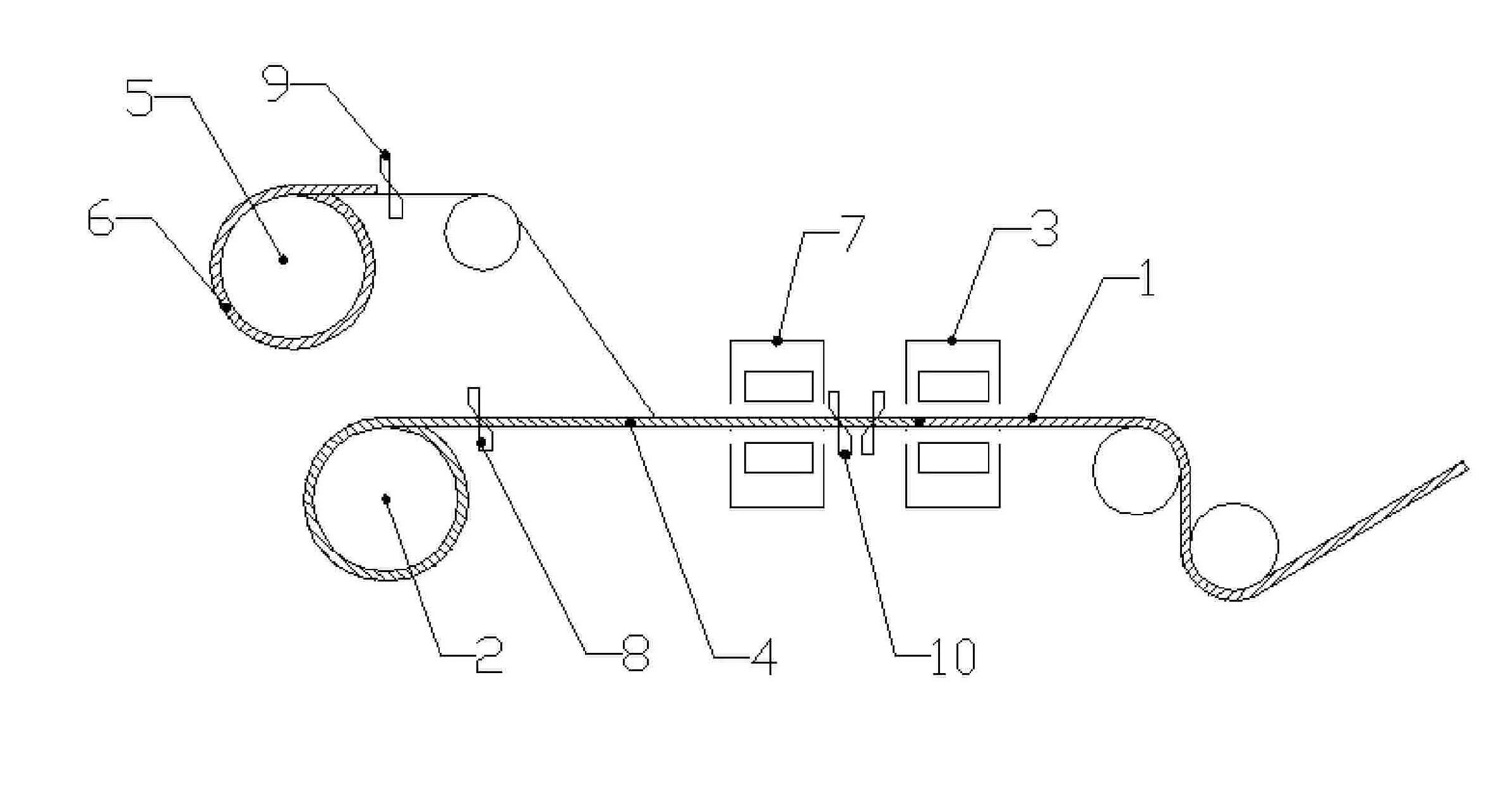
[0033] Example 1: In the combined cold-rolling and acid-rolling unit, the current coil of non-oriented electrical steel 1 enters the acid tank, and after the tail leaves the first coiling position 5, the rear coil of non-oriented electrical steel 6 is placed at the first coiling position 5 , the DX series low-carbon and low-silicon steel series steel 4 of the same thickness and width are placed on the second winding position 2, and the low-carbon and low-silicon steel series steel 4 can be reciprocated forward and backward at the second winding position 2. Return materials. After the tail of the pre-rolled non-oriented electrical steel 1 that has entered the acid tank and the head of the low-carbon and low-silicon steel series steel 4 of the DX series complete the first flash welding, the low-carbon and low-silicon steel series steel 4 at the second winding position 2 Drive the welded seam back to the electrode 7 side of the movable end of the welding machine, the shear knife ...
Embodiment 2
[0034] Example 2: In the combined cold-rolling and acid-rolling unit, the current coil of non-oriented electrical steel 1 enters the acid tank, and after the tail leaves the first coiling position 5, the rear coil of non-oriented electrical steel 6 is placed at the first coiling position 5 , IF series low-carbon and low-silicon steel series steel 4 of the same thickness and width are placed on the second winding position 2, and the low-carbon and low-silicon steel series steel 4 can be reciprocated forward and backward at the second winding position 2 Return materials. After the tail of the pre-coiled non-oriented electrical steel 1 that has entered the acid tank and the head of the low-carbon and low-silicon steel series steel 4 of the IF series complete the first flash welding, the low-carbon and low-silicon steel series steel 4 at the second winding position 2 Drive the welded seam back to the electrode 7 side of the movable end of the welding machine, the shear knife 9 cut...
Embodiment 3
[0035] Example 3: In the combined cold-rolling and acid-rolling unit, the current coil of non-oriented electrical steel 1 enters the acid tank, and after the tail leaves the first coiling position 5, the rear coil of non-oriented electrical steel 6 is placed at the first coiling position 5 The low-carbon and low-silicon steel series steel 4 of the St series with the same thickness and width is placed on the second winding position 2, and the low-carbon and low-silicon steel series steel 4 can be reciprocated forward and backward at the second winding position 2. Return materials. After the first flash welding is completed between the tail of the pre-rolled non-oriented electrical steel 1 that has entered the acid tank and the head of the low-carbon and low-silicon steel series steel 4 of the St series, the low-carbon and low-silicon steel series steel 4 at the second winding position 2 Drive the welded seam back to the electrode 7 side of the movable end of the welding machine...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More