

Variable water ratio control method of secondary cooling of billet caster
A technology of secondary cooling and control method, which is applied in the control field of continuous casting cooling of slabs, can solve problems such as the influence of production equipment, steel breakout, restrictions, etc., so as to reduce the internal crack rate of slabs, simple and convenient operation, and improve enterprise economy. effect of benefit
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
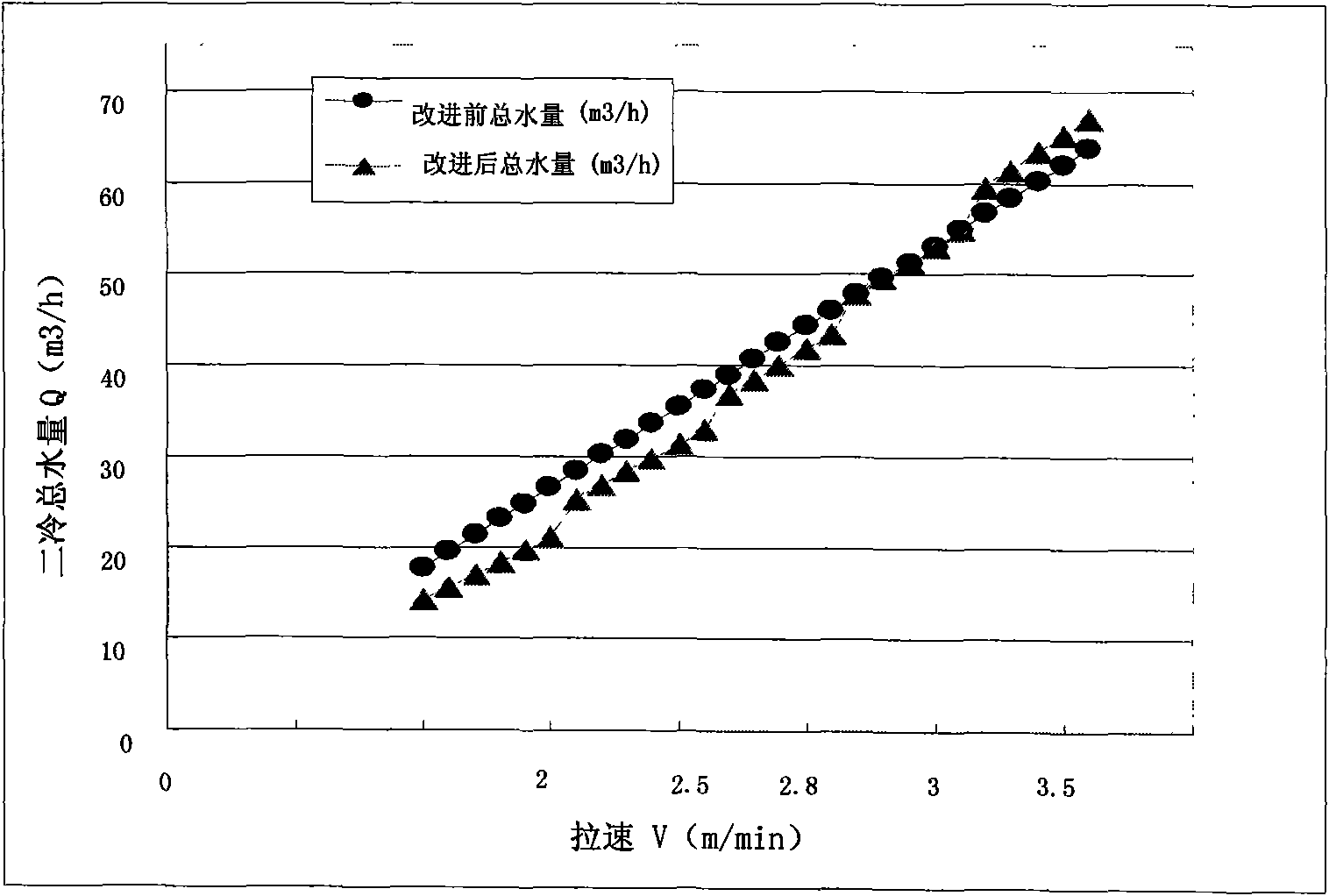
[0041] A variable-ratio water control method for secondary cooling of a billet continuous caster. Taking the production of HPB235 steel slabs by this method as an example, the control method is to make the specific water δ and the total water Q increase with the increase of the slab casting speed V And correspondingly increase in segments; that is,
[0042] When the billet casting speed V=1m / min, the specific water quantity δ is 1.37L / kg, and the functional relationship between the total secondary cooling water quantity Q and the billet casting speed V is: Q=14.1V=14.1m 3 / h;
[0043] When the billet casting speed is between V=2m / min, the specific water amount δ is 1.63L / kg, and the functional relationship between the total secondary cooling water Q and the billet casting speed V is: Q=16.7V=33.4m 3 / h;
[0044]When the billet casting speed is between V=2.4m / min, the specific water amount δ is 1.69L / kg, and the functional relationship between the total secondary cooling wate...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More