Clutch gear quenching process
A process method and the technology of a one-way device, which are applied in metal material coating process, manufacturing tools, coating, etc., to achieve good economic and social benefits and easy operation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
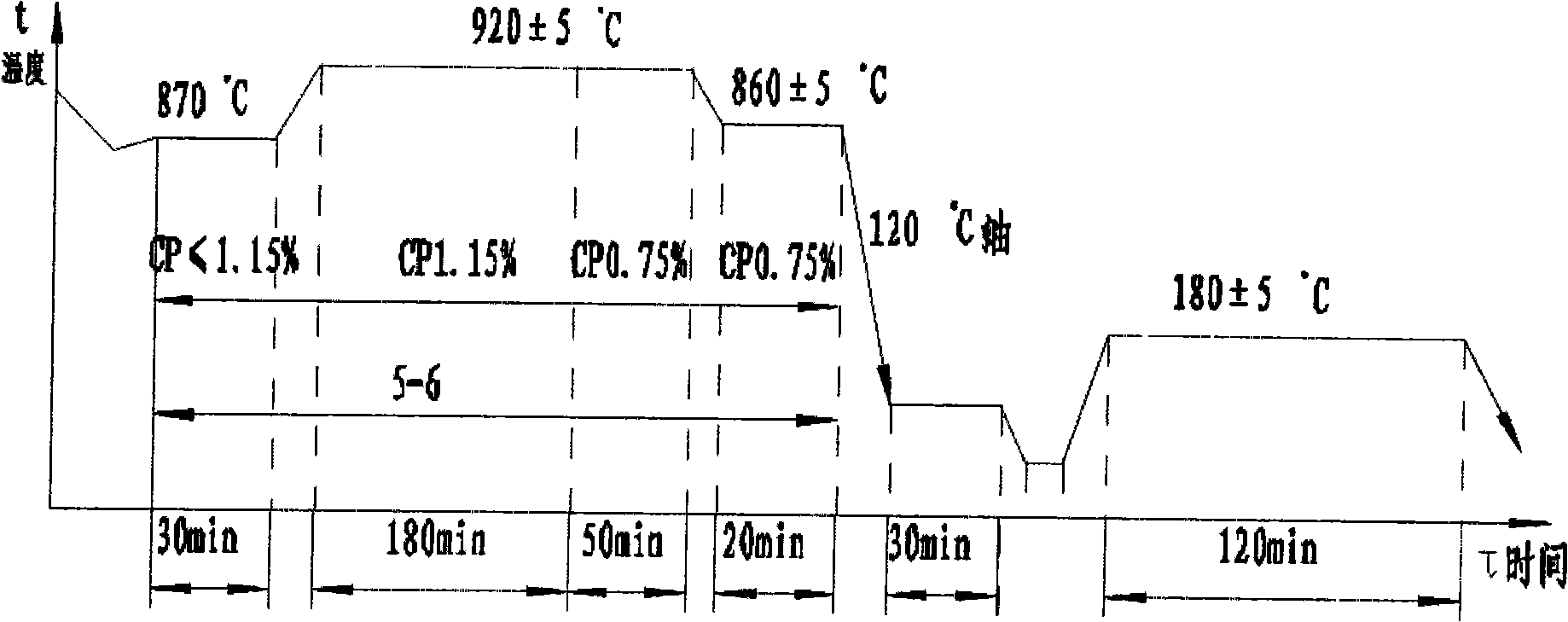
[0011] A checker gear quenching process, the steps of which include incoming material inspection, charging, pre-cleaning, post-cleaning, tempering, inspection, shot blasting, rust prevention, etc.; It also includes carburizing and nitrogen quenching. In this stage, the highest temperature is 920°C, the lowest is 80°C, and the CP is reduced from 1.15% to 0.75%.
[0012] The cleaning oil temperature is 110°C, and the time required for the process from pre-cleaning to rust prevention is 410 minutes. The environment required for the quenching is: methanol flow 3L / H, propane flow 16L / min, ammonia flow 3L / min, balance air 16L / min, ammonia probe reference air flow 80mil / min, oil stirring speed 30hz.
Embodiment 2
[0014] A checker gear quenching process, the steps of which include incoming material inspection, charging, pre-cleaning, post-cleaning, tempering, inspection, shot blasting, rust prevention, etc.; It also includes carburizing and nitrogen quenching. In this stage, the highest temperature is 925°C, the lowest is 85°C, and the CP is reduced from 1.15% to 0.75%.
[0015] The cleaning oil temperature is 120°C. The time required for the process from front cleaning to rust prevention etc. is 430 minutes. The environment required for the quenching is: methanol flow 2.8L / H, propane flow 16L / min, ammonia flow 2.8L / min, balance air 16L / min, ammonia probe reference air flow 80-160mil / min, oil stirring speed 30hz.
Embodiment 3
[0017] A checker gear quenching process, the steps of which include incoming material inspection, charging, pre-cleaning, post-cleaning, tempering, inspection, shot blasting, rust prevention, etc.; It also includes carburizing and nitrogen quenching. In this stage, the highest temperature is 925°C, the lowest is 85°C, and the CP is reduced from 1.15% to 0.75%.
[0018] The cleaning oil temperature is 120°C. The time required for the process from front cleaning to rust prevention etc. is 440 minutes. The environment required for the quenching is: methanol flow 3L / H, propane flow 15L / min, ammonia flow 3L / min, balance air 15L / min, ammonia probe reference air flow 160mil / min, oil stirring speed 30hz.
PUM
 Login to view more
Login to view more Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap