

Method for manufacturing high-strength X90 steel grade spiral submerged arc welded pipe
A technology of submerged arc welded pipe and manufacturing method, which is applied in the direction of manufacturing tools, arc welding equipment, welding equipment, etc., can solve problems such as insufficient deformation, difficult welding process, tight inner and outer loose forming seams, and improve accuracy and reliability High efficiency, convenient on-site construction operations, and optimized molding process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
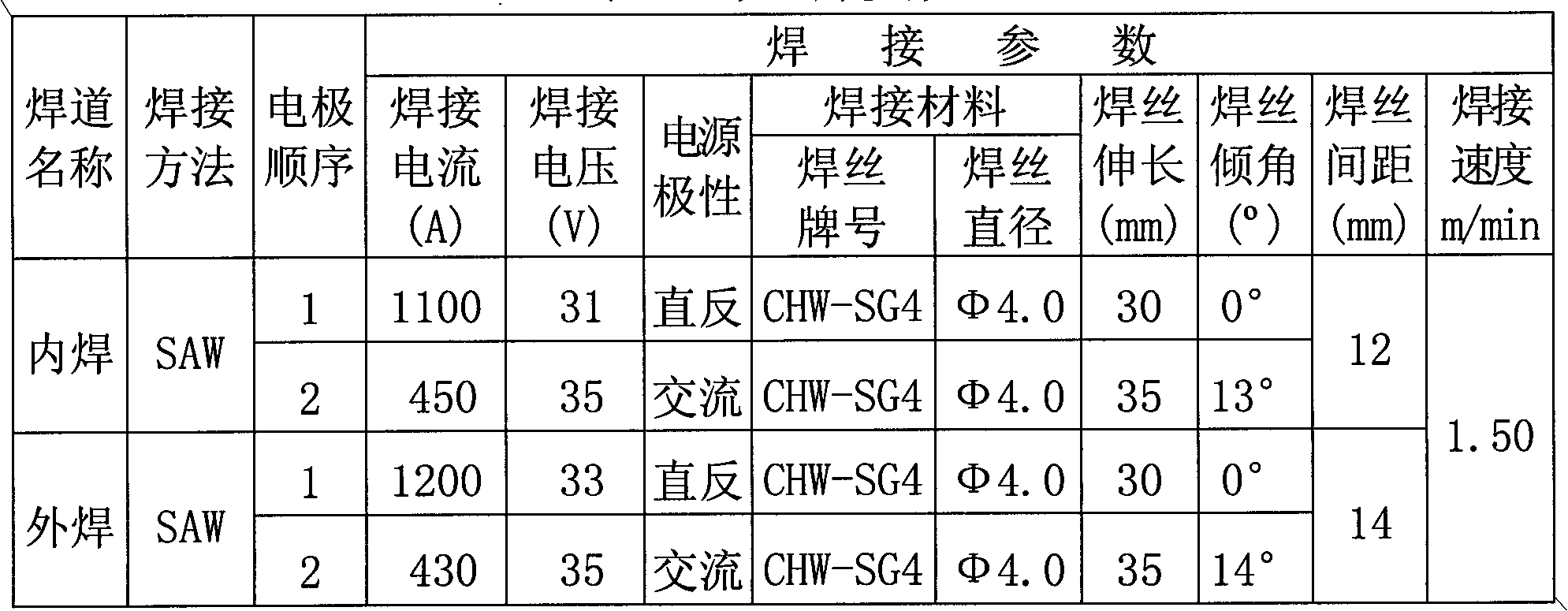
[0017] The main chemical composition of the plate coil used in the high-strength X90 steel grade spiral submerged arc welded pipe in this example is shown in Table 1, and the mechanical properties are shown in Table 2. The thickness of the steel plate is 15.3mm, and the outer diameter of the steel pipe is Φ1016mm. The manufacturing process steps of the high-strength X90 steel grade spiral seam submerged arc welded pipe are as follows:
[0018] 1. The coil is uncoiled and leveled;
[0019] 2. Edge milling: rough milling first, milling off the width of the plate edge by 10-20mm to ensure the removal of plate edge defects and crescent bends caused by the steel billet and the rolling process; The two butt plate edges are grooved with a blunt edge size of 8mm and a groove angle of 35°. After the two sides of the steel plate are butted, an X-shaped groove of 70° is formed; the purpose of the groove is to ensure that the coil It can penetrate through the welding process, increase th...
Embodiment 2
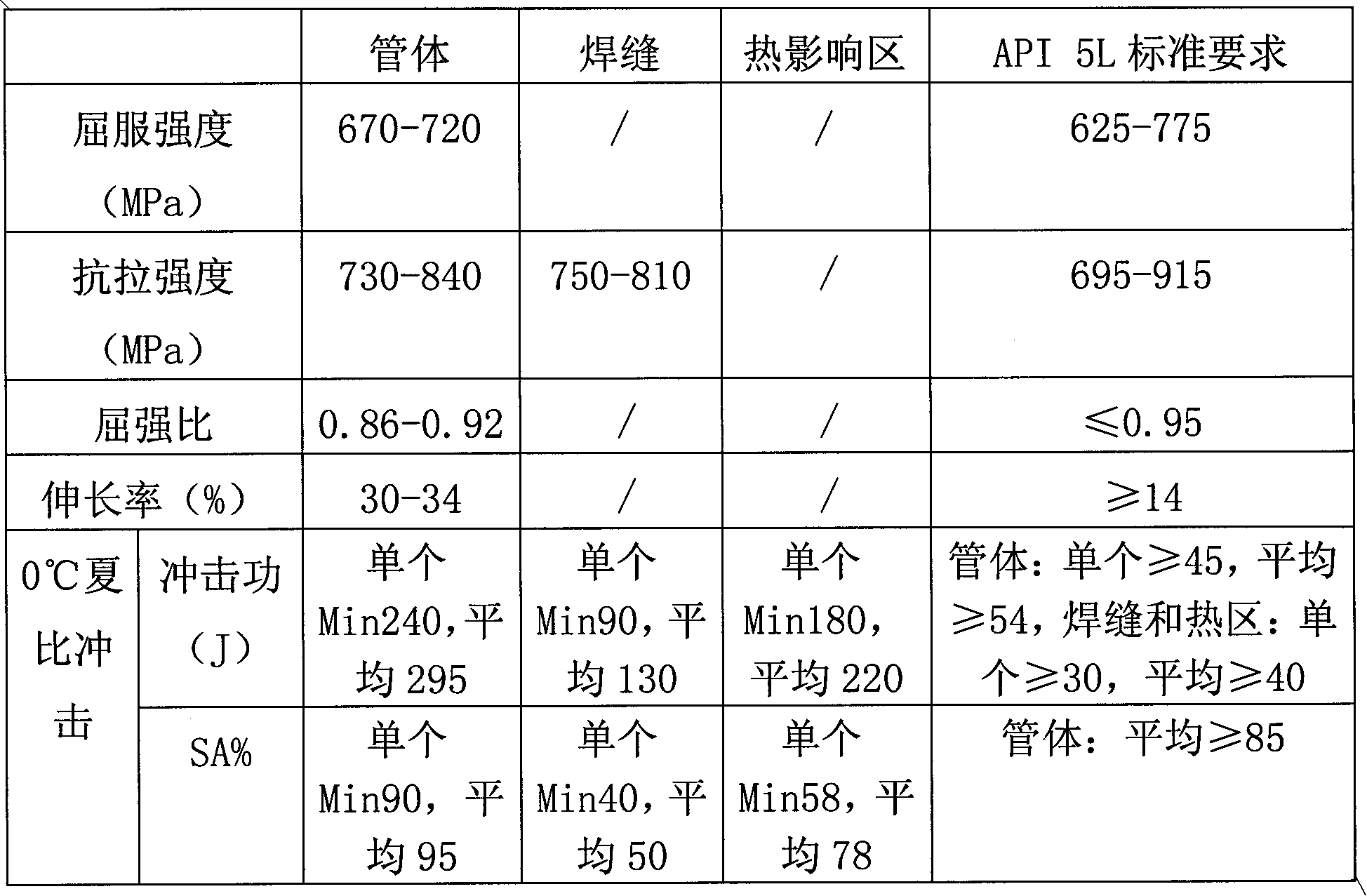
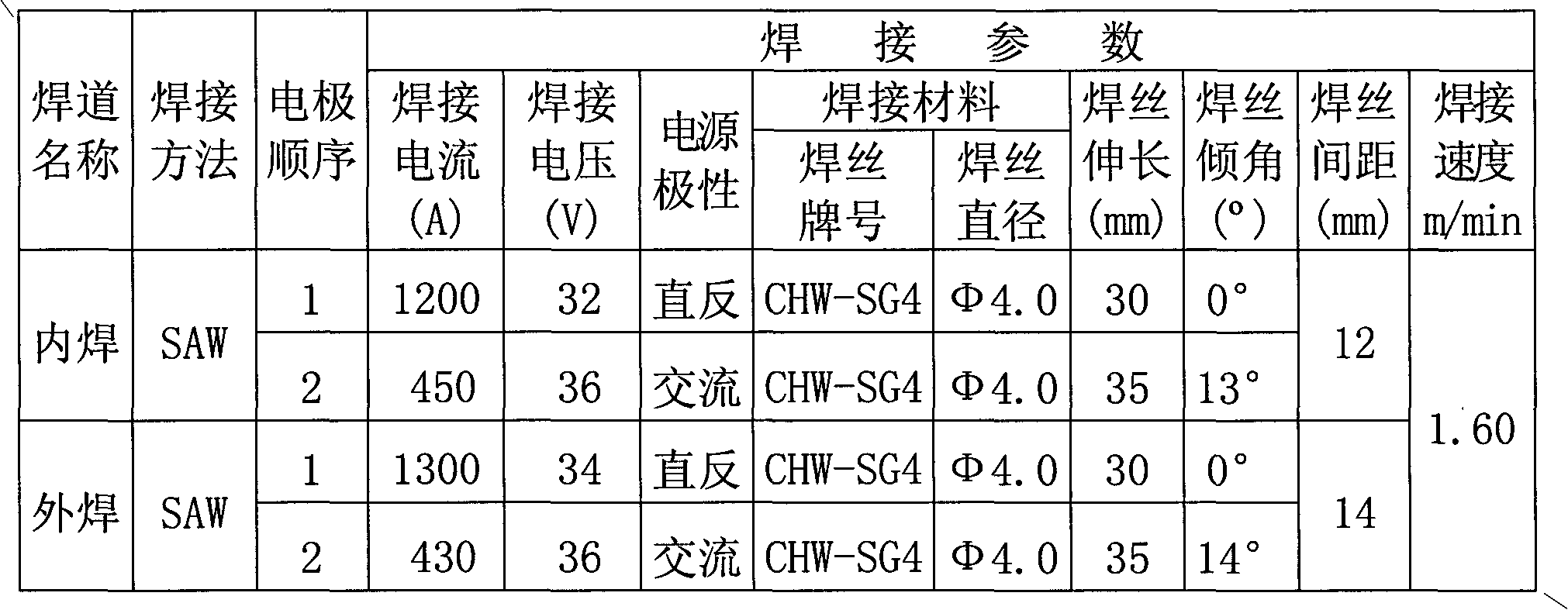
[0041] The main chemical composition and mechanical properties of the X90 steel grade coils used in the submerged arc welded pipes of this embodiment are shown in Table 6 and Table 7. The manufacturing process steps of the submerged arc welded pipe are the same as those in Example 1, and the process parameters during welding are shown in Table 8. Table 9 shows the main chemical composition of the weld metal in this example, and Table 10 shows the main performance test results of the actual submerged arc welded pipe and the main performance requirements of the X90 steel grade spiral seam submerged arc welded pipe. It can be seen that the submerged arc welded pipe manufactured by the technology of the present invention meets the technical requirements of the X90 steel grade spiral seam submerged arc welded pipe.
[0042] Table 6 Main chemical composition of coils (wt.%)
[0043] C
mn
Si
P
S
V+Nb+Ti
Ni+Cr+Cu
Cr+Mo+Mn
CE IIW
CEpcm...
Embodiment 3
[0053] The main chemical composition and mechanical properties of the X90 steel coil used in this example are shown in Table 11 and Table 12. The manufacturing process steps of the submerged arc welded pipe are the same as those in Example 1, and the process parameters during welding are shown in Table 13. Table 14 shows the main chemical composition of the weld metal in this example, and Table 15 shows the main performance test results of the actual submerged arc welded pipe and the main performance requirements of the X90 steel grade pipeline steel pipe. It can be seen from the table that using The submerged arc welded pipe manufactured by the technology of the invention meets the technical requirements of the X90 grade pipeline steel pipe.
[0054] Table 11 Main chemical composition of coils (wt.%)
[0055] C
mn
Si
P
S
V+Nb+Ti
Ni+Cr+Cu
Cr+Mo+Mn
CE IIW
CEpcm
0.052
1.95
0.24
0.010
0.0015
0.12...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Outer diameter | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More