

Flux cored arc weld metal joint having superior CTOD in low temperature and steel member having the weld metal joint
A flux-cored wire and arc welding technology, applied in arc welding equipment, welding medium, welding equipment, etc., can solve the problem of difficult to ensure CTOD performance of metal welding, and achieve the effect of excellent CTOD performance and high strength performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
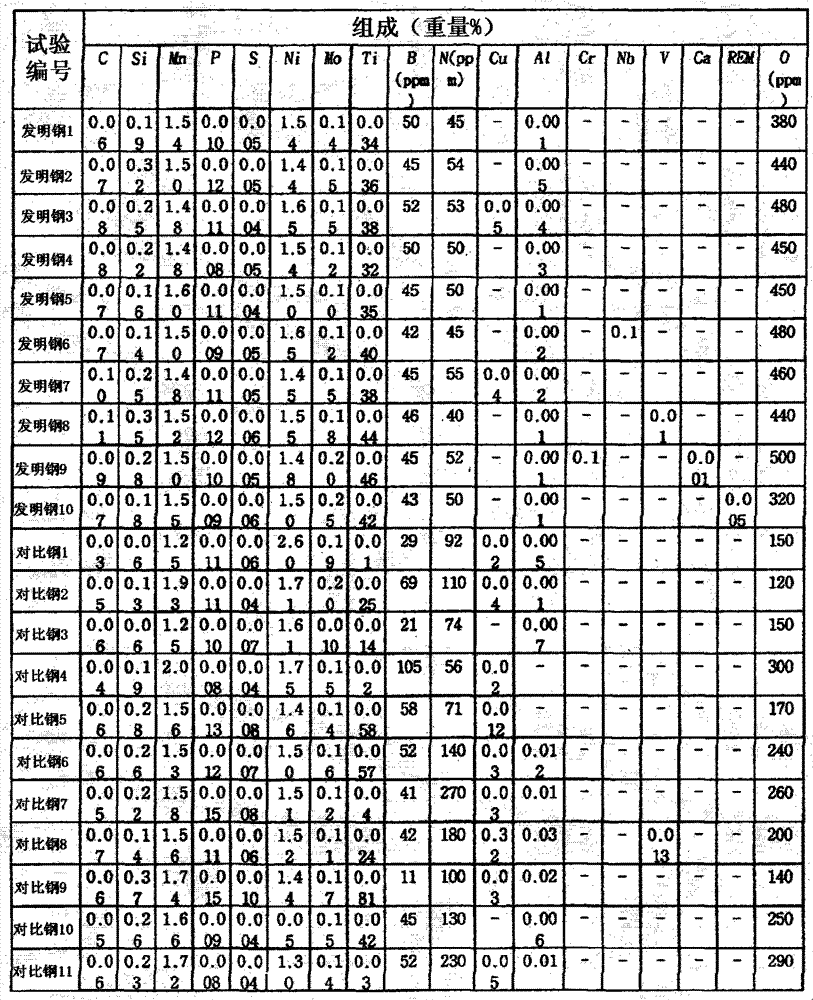
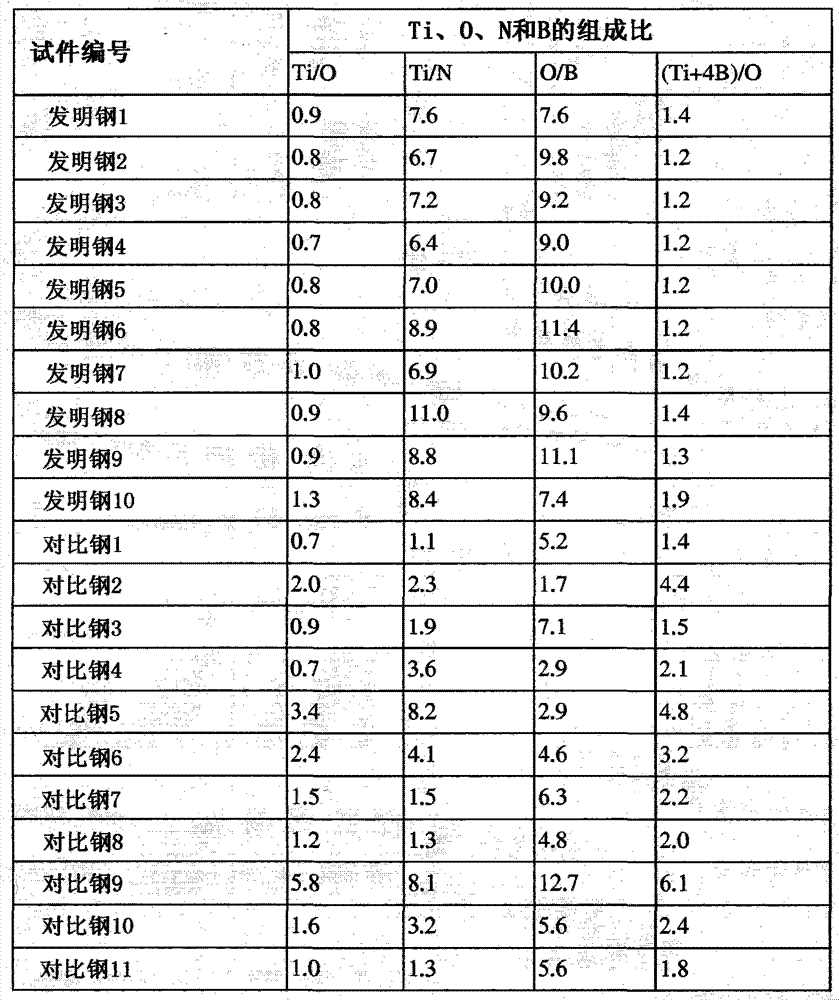
[0102] Hereinafter, the present invention will be described in detail through the embodiments of the present invention.
[0103] Welded metal joints with the composition shown in Tables 1 and 2 were manufactured through FCAW with a welding heat input of 7-30kJ / cm or higher.
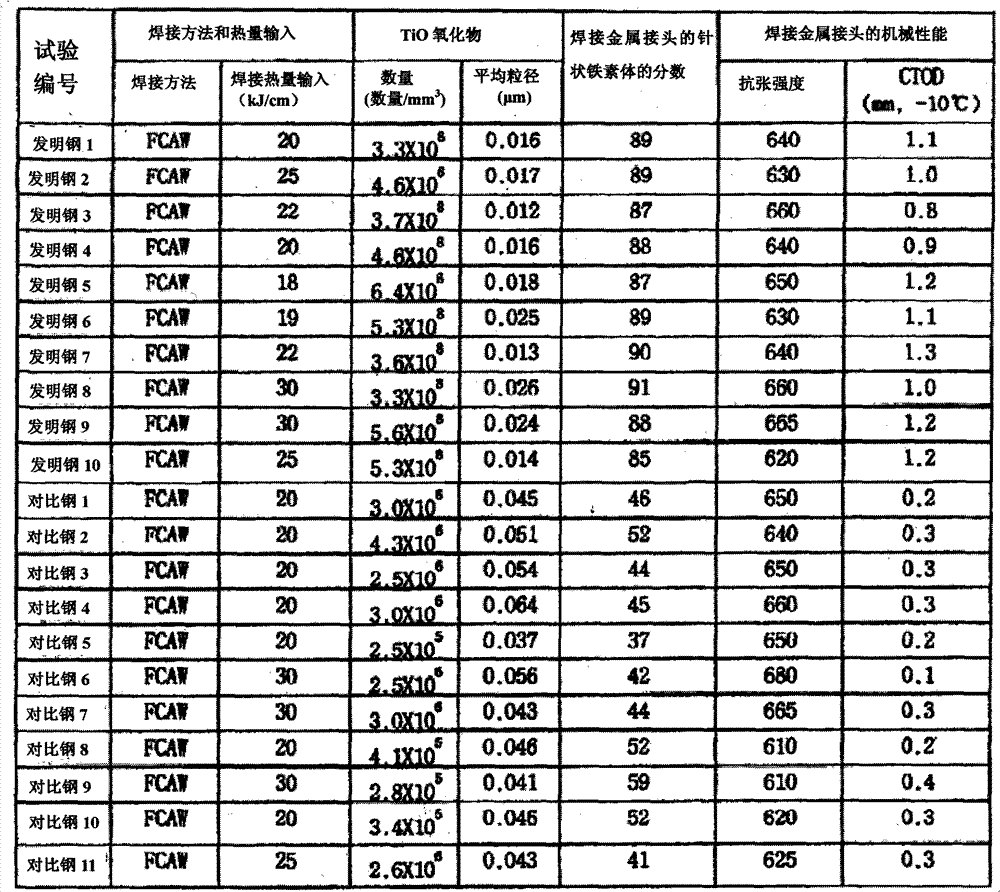
[0104] The test piece was cut from the middle part of the welded metal joint and subjected to tensile test and CTOD test. The results are shown in Table 3.
[0105] A specimen No. 4 according to KS B 0801 was used as a specimen for the tensile test, which was performed at a slide speed of 10 mm / min.
[0106] The CTOD specimen is manufactured according to the BS7448-1 specification, and the fatigue crack is located in the middle of the SAW welded metal joint.
[0107] An image analyzer and an electron microscope are used to measure the size, number and spacing of oxides that have an important influence on the CTOD performance of welded metal joints according to the point counting method. The results are shown in Ta...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More