

Adjusting method of stainless-steel cold continuous-rolling roll gap
An adjustment method, stainless steel technology, applied in rolling force/roll gap control, program control in sequence/logic controller, electrical program control, etc., can solve the problem of low strip yield and low roll gap setting accuracy , thickness out of tolerance and large length, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
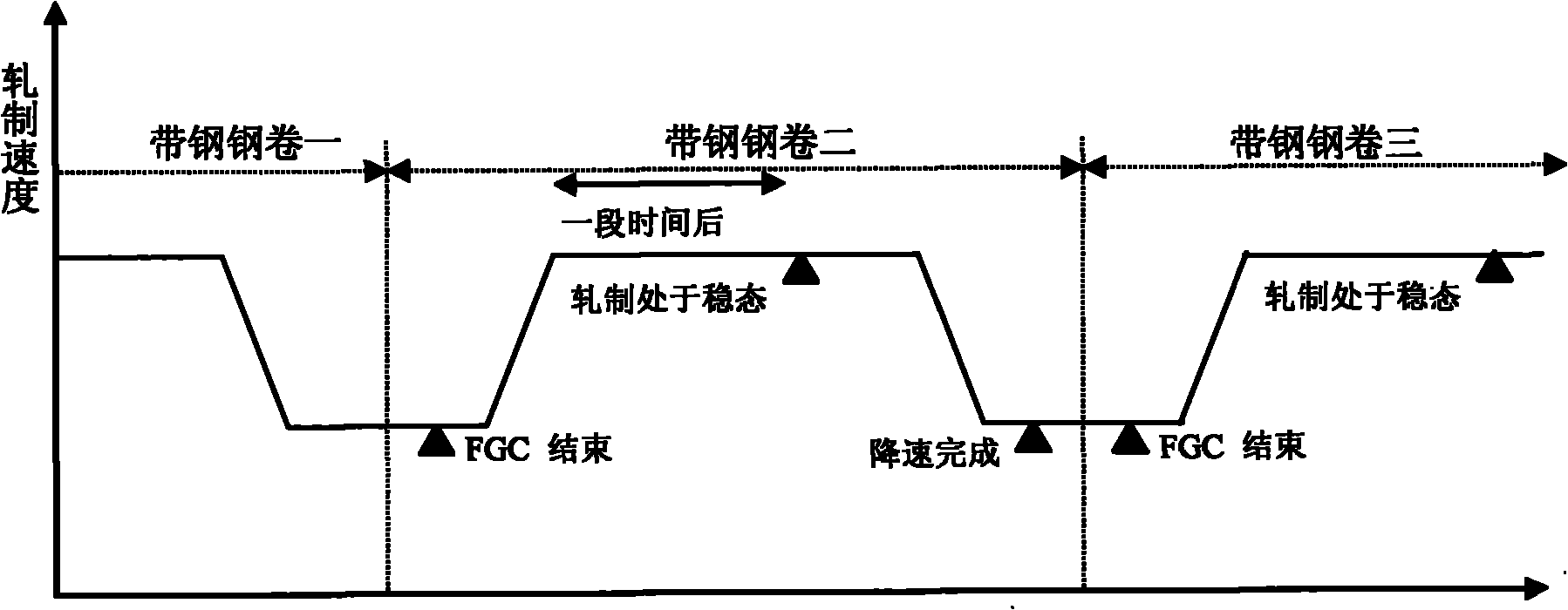
[0018] In the roll gap adjustment method of continuous stainless steel rolling of the present invention, the process control level L2 receives the original data of the roll and the strip steel to be rolled from the production control level L3, and the process control level adopts the roll gap calculation mathematical model according to the original data to calculate The roll gap value of the next strip at steady state, the roll gap value of the current strip at low speed, the roll gap value of the current / next strip at transient state, the roll gap value of the next strip at low speed, and calculate The roll gap adjustment amount from the current low-speed change of rolling the current strip to the current / next transient state, the roll gap adjustment amount from the current / next transient change to the low-speed rolling of the next strip, process control level The calculated roll gap value of the next strip steel in steady state, the roll gap adjustment amount from the low spe...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More