

T-shaped joint welding method
A welding method and welding current technology, applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve problems such as box structure damage, achieve the effect of improving welding quality and reducing welding defects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0025] The present invention will be further described below in conjunction with the accompanying drawings and embodiments.
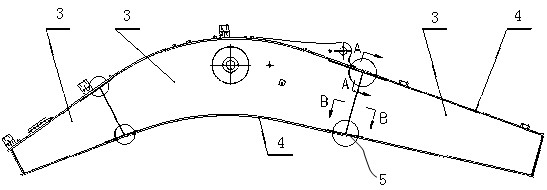
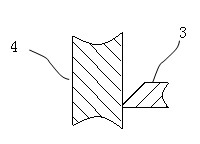
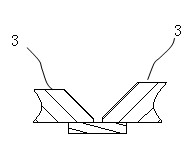
[0026] Figure 5 It is the initial schematic diagram of the welding seam at the T-shaped joint of the present invention; Figure 6 It is a schematic diagram of a T-shaped weld of the present invention.
[0027] See Figure 5 and Figure 6 , the T-shaped joint welding method provided by the invention comprises the steps:
[0028] a) Backing welding of side plate groove welds; welding current 260-280A, arc voltage 25-29 V; weld thickness less than 5mm, arc starting position of the weld is 20mm from the top of the side plate groove weld. At the seam, the arc closing position of the welding seam is at the longitudinal welding seam 20mm away from the top of the side plate groove weld, that is, the arc starting and arc closing are completed at one time, and the distance between the arc starting position and arc closing position and the main weld is 8 L1 ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More