

Machining process of propeller shell
A processing technology and propeller technology, which is applied in the field of processing technology of propeller shells, can solve the problems of difficult quality control, high consumption of welding materials and energy, and unstable structural dimensions, so as to achieve stable dimensions, shorten the manufacturing cycle, Effect of reducing workload and energy
Inactive Publication Date: 2012-09-12
NANTONG HONGBO MACHINERY
View PDF4 Cites 12 Cited by
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
[0002]The propeller casing of the azimuth propulsion system, also known as the duct, is mostly made of carbon steel or stainless steel, regardless of whether it is designed by a domestic company or a foreign company. The melon piece welded structure is divided into multiple plates, which are surrounded by a circle. The traditional inner cylinder process is: drawing, lofting to generate the blanking pattern of the melon piece, and releasing the secondary correction after forming around the figure. The balance is cut out on a suitable steel plate by a CNC cutting machine to form a plate, and pressed with a melon slice die. The die is divided into an upper mold and a lower mold. The lower surface of the upper mold is convex, and the upper surface of the lower mold It is concave, and the upper and lower molds are used together to press the plate into an angle, then modify the shape, process the welding groove, assemble it on the skeleton composed of longitudinal and circumferential ribs, and fillet weld the inner side of the cylinder with the longitudinal ribs. The outer side is lined with longitudinal ribs or fully welded with additional liners, but this kind of cylinder can be seen intuitively that there are obvious concave-convex marks at the longitudinal seams of the melon pieces, and the following disadvantages exist besides the unattractive appearance : Since each melon piece cannot be processed by hot pressing (heating will affect the performance of the material, especially stainless steel), and the inconsistent rebound of the steel plate after cold pressing will make the linear shape and other structural dimensions unstable, the overall contour error is large, and there is Quality risk; quality control is difficult; cutting, assembling, welding, and grinding are heavy workload, low efficiency, and long cycle; welding consumables and energy consumption are large; the butt weld of the cylinder must be fully penetrated, and manual welding leads to welding There are more or less welding defects in the joints, and remedial measures such as digging, repairing, and grinding are required; the workload of NTD inspection after welding is heavy; with the increase of welds, the accumulation of welding internal stress will increase the hidden danger of structural stability
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View moreImage
Smart Image Click on the blue labels to locate them in the text.
Smart ImageViewing Examples

Examples
Experimental program
Comparison scheme
Effect test
specific Embodiment approach
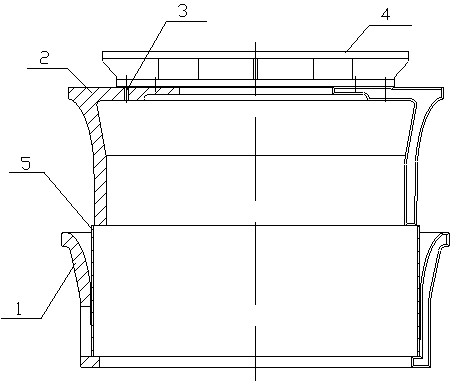
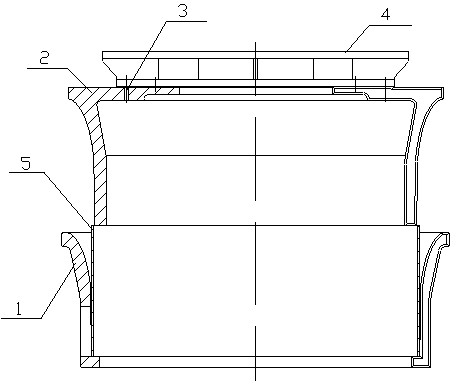
[0018] The present invention shows a specific embodiment of the processing technology of a propeller housing, comprising the following steps:
[0019] A. Take the steel plate and cut the steel plate with a linear cutter or cutting machine to ensure that the error of the cut steel plate is less than 2mm;
[0020] B. Use a plate rolling machine to roll the cut steel plate into a circle;
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More PUM
 Login to View More
Login to View More Abstract
The invention discloses a machining process of a propeller shell, comprising the following steps of: A, taking a steel plate and cutting the steel plate by a straight-line cutter or a cutting machine, so as to guarantee that the error degree of the cut steel plate is less than 2 mm; B, rolling the cut steel plate by using a rolling machine; C, butting and welding two ends of the rolled steel plate to form a cylinder, and carrying out nondestructive testing on a welding part; D, grinding a welding seam by using a grinding machine; and E, pressing and molding the grinded cylinder by using a mould to prepare the propeller shell. The machining process of the propeller shell has the advantages of improving the working efficiency and further improving the quality of products.
Description
technical field [0001] The invention relates to a propeller shell of a full-rotation propulsion system of an offshore platform, in particular to a processing technology of the propeller shell. Background technique [0002] The propeller casing of the azimuth propulsion system, also known as the duct, is mostly designed by domestic companies or foreign companies, whether it is made of carbon steel or stainless steel. Surrounded by a circle, the traditional process of the inner cylinder is: drawing, lofting to produce the blanking pattern of the melon slices, releasing the secondary correction allowance after forming around the pattern, and cutting out the composition on a suitable steel plate through a CNC cutting machine. The plate is pressed and formed with a melon slice die. The die is divided into an upper mold and a lower mold. The lower surface of the upper mold is convex, and the upper surface of the lower mold is concave. The upper and lower molds are used together to...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More Application Information
Patent Timeline
 Login to View More
Login to View More Patent Type & AuthorityApplications(China)
IPC IPC(8): B23P15/00
Inventor沙明军李轩思周建其
OwnerNANTONG HONGBO MACHINERY