

Method for setting in-furnace tension of continuous annealing unit on line
A technology of tension setting and setting method, which is applied in the direction of furnace, furnace type, heat treatment furnace, etc., can solve the problems of no consideration of influence, difference, and large difference, so as to improve stability, maximize economic benefits, and reduce running Partial effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
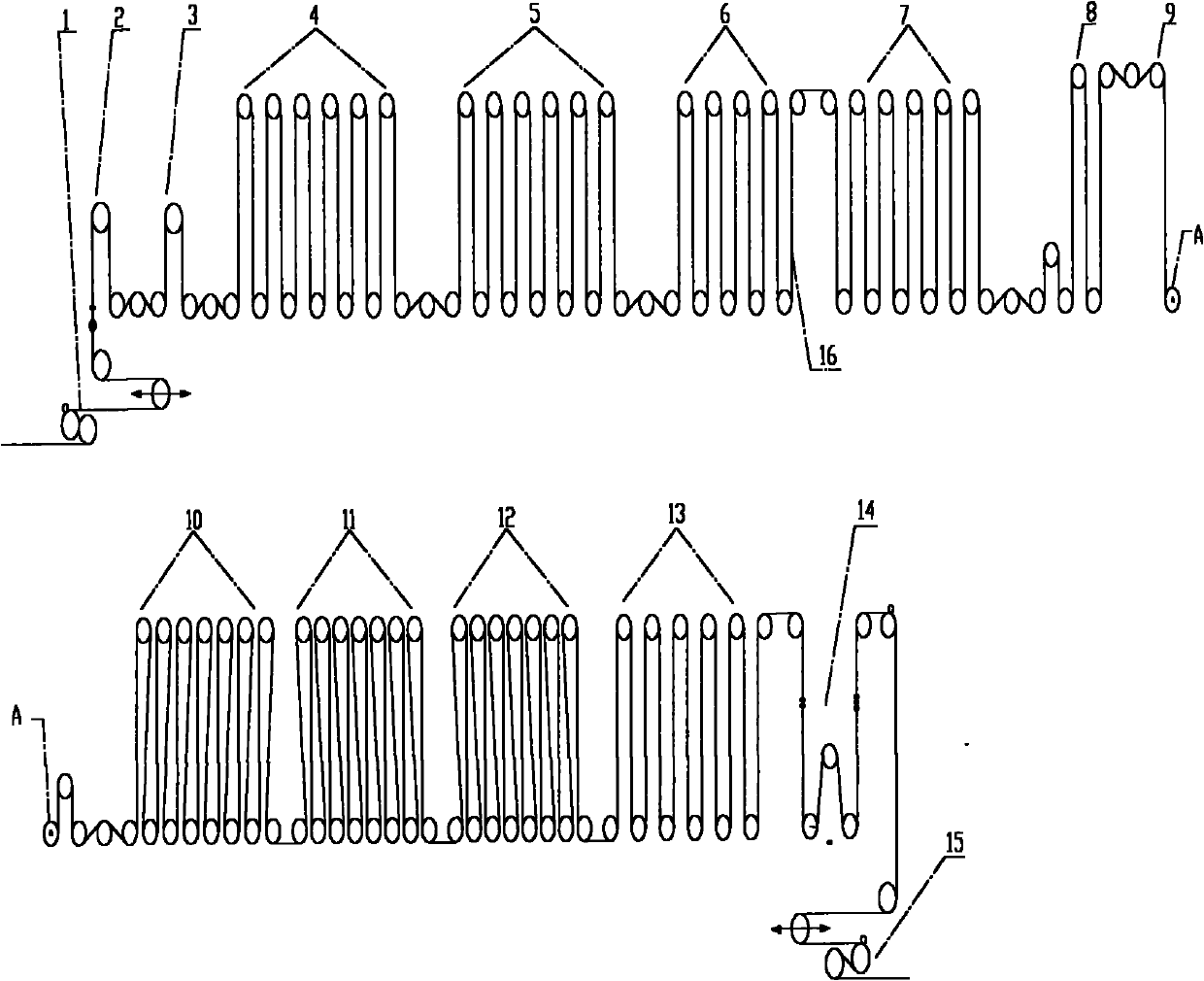
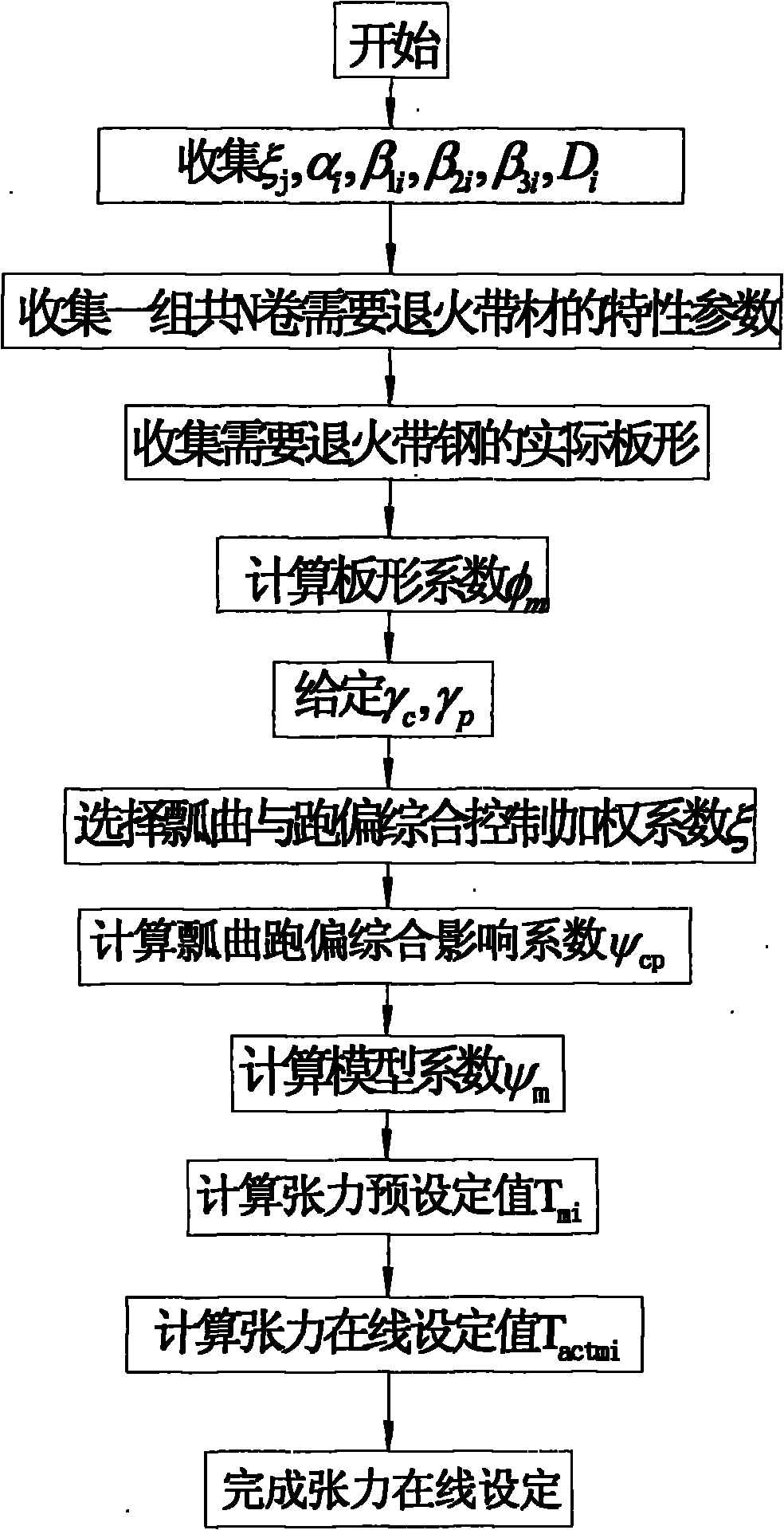
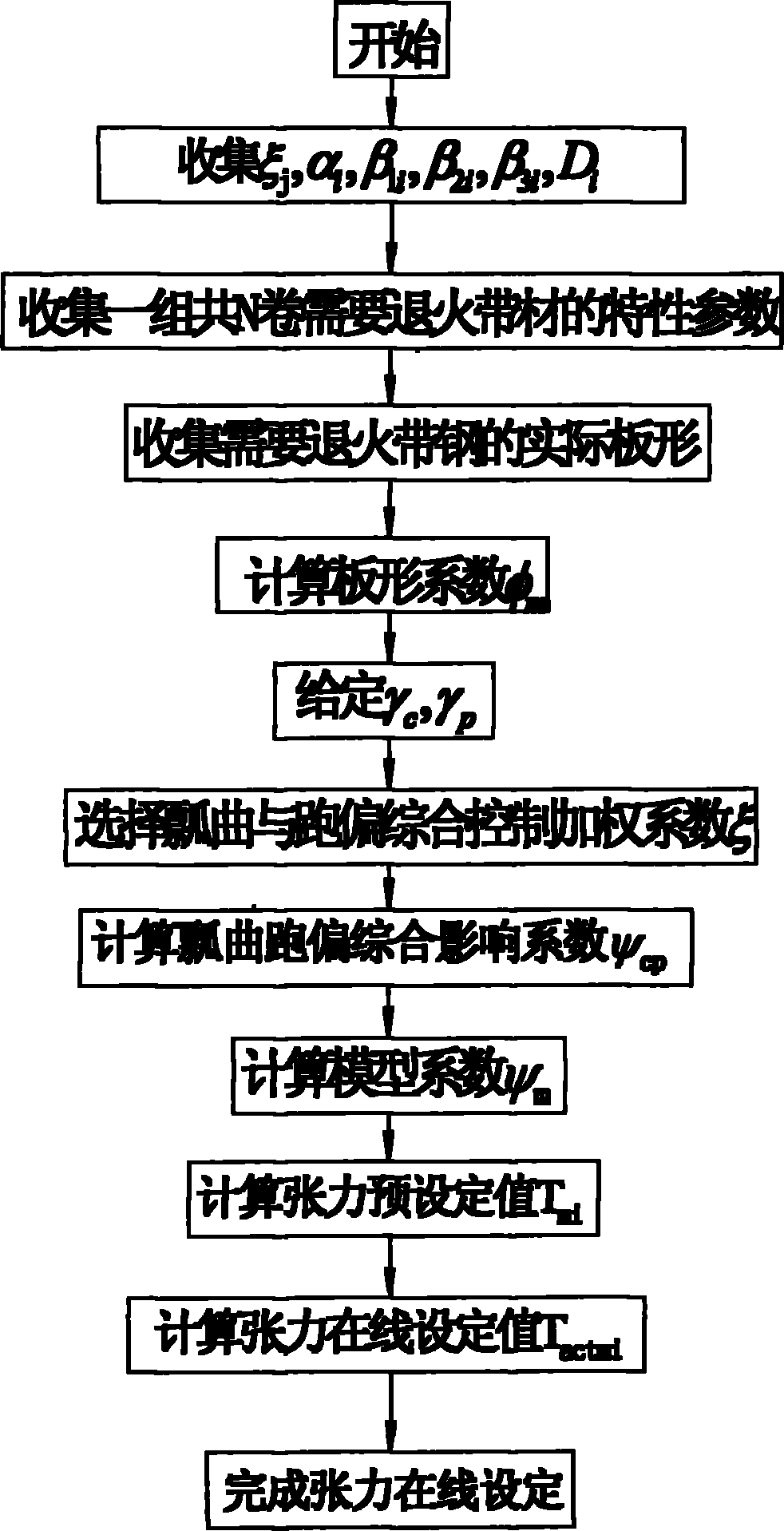
[0040] In order to illustrate the basic idea of the present invention, now take a certain 1850 continuous annealing unit as an example, with the help of figure 2 To describe the online tension setting process of mild steel on a specific continuous annealing unit.
[0041] First, in step 1, the influence coefficient ξ of the equipment structure characteristics of the continuous annealing furnace is collected j (j=1, 2, L, 7), continuous annealing furnace segmental influence coefficient α i , β 1i , β 2i , β 3i (i=1, 2, L, 11), the furnace roller diameter D of each section of the continuous annealing furnace i (i=1, 2, L, 11), as shown in Table 1 and Table 2:
[0042] Table 1 Influence coefficient of furnace structure characteristics of 1850 continuous annealing unit
[0043] project
ξ 1
ξ 2
ξ 3
ξ 4
ξ 5
ξ 6
ξ 7
value
0.6082
-4.4339
12.44
-16.792
2.0589
-8.353...
Embodiment 2
[0074] In order to further illustrate the basic idea of the present invention, a certain 1850 continuous annealing unit is now taken as an example, with the help of figure 2 To describe the online tension setting process of hard steel on a specific continuous annealing unit.
[0075] First, in step 1, the influence coefficient ξ of the equipment structure characteristics of the continuous annealing furnace is collected j (j=1, 2, L, 7), continuous annealing furnace segmental influence coefficient α i , β 1i , β 2i , β 3i (i=1, 2, L, 11), the furnace roller diameter D of each section of the continuous annealing furnace i (i=1, 2, L, 11), as shown in Table 1 and Table 2:
[0076] Table 1 Influence coefficient of furnace structure characteristics of 1850 continuous annealing unit
[0077] project
ξ 1
ξ 2
ξ 3
ξ 4
ξ 5
ξ 6
ξ 7
value
0.6082
-4.4339
12.44
-16.792
2.0589
-8.3535
15.52...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More