Automatic bearing inside diameter detector
An automatic detection and bearing inner ring technology, applied in instruments, measuring devices, sorting, etc., can solve the problems of high cost, difficulty in ensuring reliability, low efficiency of bearing inner diameter detection, etc., and achieve the effect of ensuring reliability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0015] The present invention will be further described below in conjunction with the accompanying drawings and embodiments.
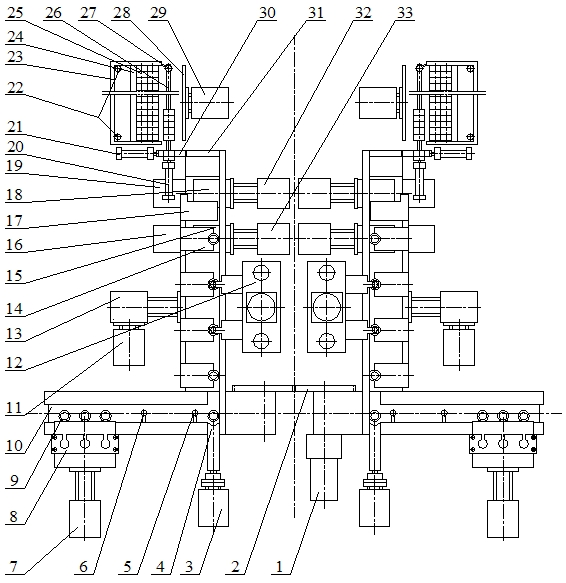
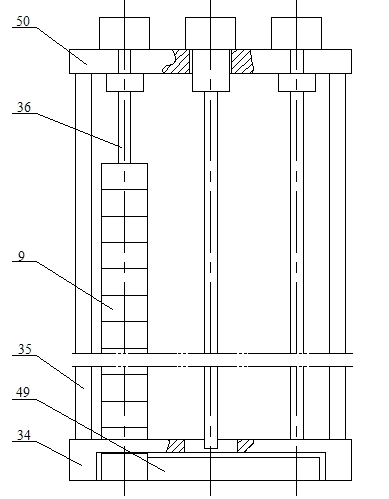
[0016] Such as figure 1 , Figure 4 As shown, the inner ring 9 of the bearing to be inspected is installed on the inlet distribution mechanism 8, and the inlet distribution mechanism 8 can push the inner ring 9 of the bearing to be inspected onto the conveyor belt 10 with a certain beat, and the left and right conveyor belts 10 are driven by the conveyor belt motor 1 Driven by the meshing gear set 2, the feed detection switch 6 and the lack of material detection switch 5 are arranged above the conveyor belt 10, the feed detection switch 6 and the lack of material detection switch 5 are fixed on the equipment base on the side of the conveyor belt 10, and the feed cylinder 3 is fixed on the On the equipment base on the side of the conveyor belt 10, a feed rod 4 is fixed on the piston rod of the feed cylinder 3, and the feed rod 4 is close to the top of t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



