

Head driving process of hammer head of hot rolling pierced billet
A waste pipe and hammer head technology, which is applied in the field of hammer head head technology for hot-rolled waste pipe, can solve the problems of complicated hammer head head technology, high labor intensity of workers, and low production efficiency, and achieve enhanced strength, low labor intensity, The effect of easy operation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0016] Preferred embodiments of the present invention will be described in detail below in conjunction with the accompanying drawings.
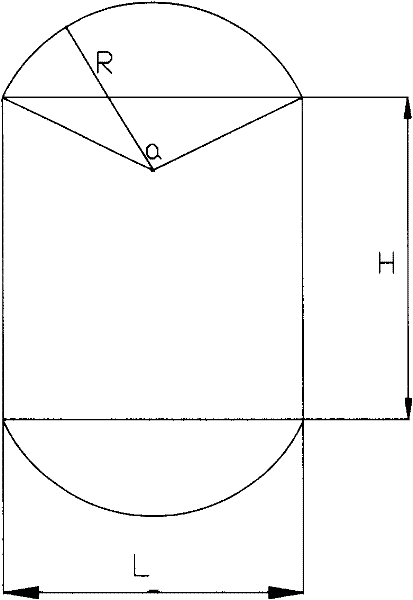
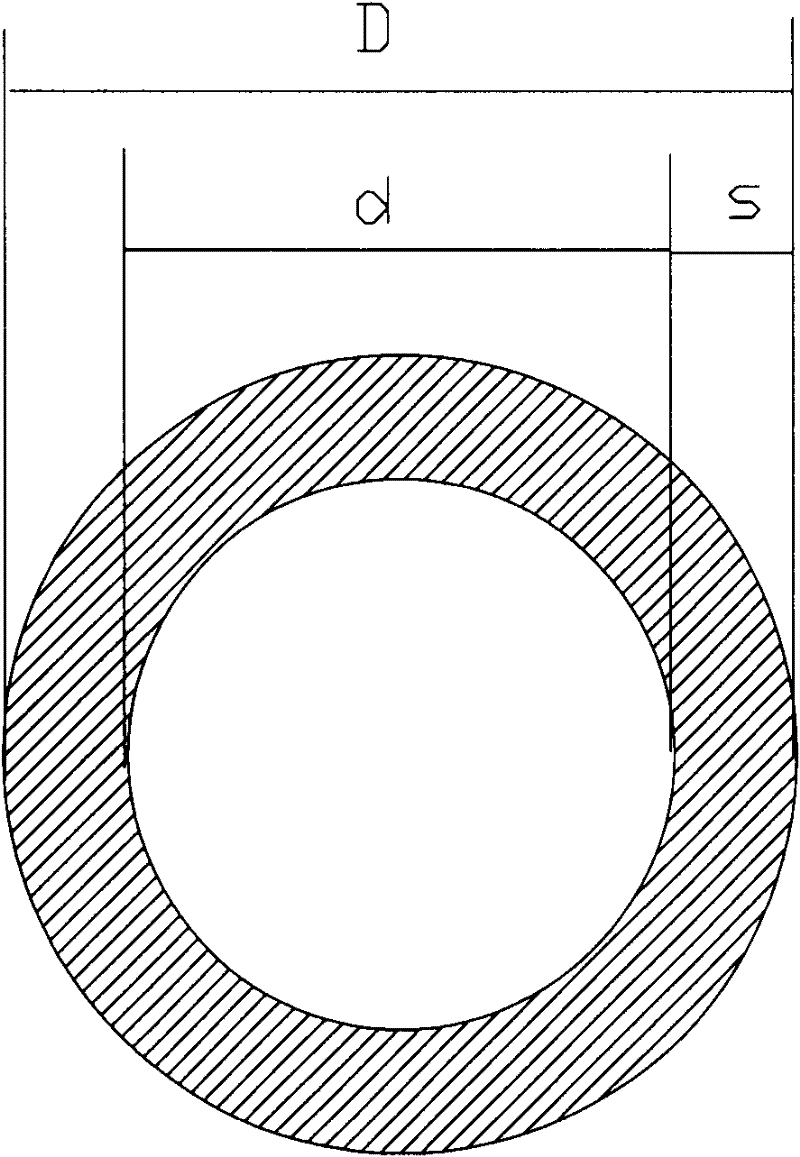
[0017] The hot-rolled blank pipe hammerhead head-starting process comprises the steps: first as figure 2 As shown, the radial cross-sectional area of the hot-rolled waste pipe is calculated, and the radial cross-sectional area of the hot-rolled waste pipe is F=π(D-d)*S. Then set a header die such as figure 1 As shown, the middle of the bottom surface of the head die cavity is a rectangle, and the two sides of the rectangle are arc-shaped. The filling rate of the hot-rolled waste pipe in the head die cavity should be greater than 75% and less than 90%. The ratio of the radial cross-sectional area of the pipe to the area of the bottom surface of the head die, the area of the bottom surface of the head hole F 0 = Rectangular area F a + arc area F b
[0018] = L * H + 2 ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More